上海富嗣工程咨询有限公司云南分公司, 201499
摘要:绿色发展、低碳环保等现代环境发展理念全面普及的背景下,城镇经济产业规划建设应在可持续经营管理理念的指导下,对生产过程产生的各项污染进行针对性预防与控制。面对当前豆制品产业生产加工过程中产生的高浓度有机废水,需要相关管理、技术部门加强与企业的联合,合理运用现代废水处理技术,平衡企业经营发展的社会效益、生态效益与经济效益。在此基础上,本文从现阶段豆制品废水处理的特征与需求角度出发,对UASB与A/O生物组合工艺的优势、特点与装置具体应用进行探析。
关键词:UASB;A/O工艺;运维调试
在豆制品企业生产过程中会产生有机废水,该类废水中化学需氧量、五日生化需氧量、氨氮等有机物的含量相对较高,属于高浓度有机废水,直接排放会对周边地表水环境造成污染。随着废水处理技术研究的不断深入与废水排放标准的要求,企业逐步加强了生物组合现代技术的应用与推广,基于UASB与A/O的工艺特点,对原有的废水处理装置进行了调整,在高浓度有机物废水处理方面取得了显著的成效。
1.组合装置处理豆制品废水的工艺应用特点
现阶段,废水处理按照工艺技术运用特点的不同,可以分为物理法、化学法、生物法与组合处理法。本文主要对UASB与A/O生物组合技术的实际运用形式进行分析、总结。
1.1 UASB与A/O组合技术的应用原理
升流式厌氧污泥床的原理根据厌氧发酵机理,特别在甲烷相中,使其在不同阶段含有不同质的微生物,以及不同等级的厌氧处理流程,支持微生物的人为培育,对甲烷菌的培育较为有利,提升了微生物分解有机物的效率。该种技术结合了厌氧污泥床、厌氧-好氧废水处理技术的优势,处置流程环保、排出废水水质好、处理效率高,因此,被广泛应用于豆制品高浓度有机废水的处理领域中。
1.2工艺流程
基于生物组合技术,对废水的主要处理流程如下:经过栅拦筛除废水中的固体废物,经调节池调节水质水量,进入初沉池去除体积较大的悬浮物,在加温池经蒸汽提温后泵入UASB反应器,在反应器中高浓度有机物被有效去除,在厌沉池处理后进入到A/O处理系统中,经二沉池沉淀处理后完成废水处理流程,污泥回流到A/O池,废水进入净水池。
2.生物组合废水处理工艺的应用特点
2.1需要进行物理处理
废水在进入集水池时,含有大量悬浮物、固体废弃物,需要先进行物理处理,去除豆渣、碎粒等物质,由于豆制品中固形物有机物含量较高,如果直接采用生物组合处理技术,将会降低装置处理质效、提升废水处理实际成本,因此,通过设置格珊可以有效去除固化物,保证装置运行效率。此外,生物组合废水处理设备还设置了调节池,可调节废水的水质和水量,在池内通过搅拌处理,使水质维持在均匀状态下,提升后续工艺处理质效。
2.2利用UASB反应器
UASB反应器由污泥反应器、气液固三相分离器和气室三部分组成,主要原理为厌氧发酵。废水从厌氧污泥床底部均匀流入,污泥中的微生物分解废水中的有机物转化为沼气,沼气气泡上升搅动形成污泥悬浮层,故无需加设搅拌装置,经过气液固三相分离器进入气室,收集处理后可以作为燃料二次利用。在三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降,保证反应区的活性污泥。该装置构造简单、操作便捷,是生物组合污水处理系统的核心运行环节。
2.3设置加温池
组合装置在UASB反应器前设置了加温池,温度控制在20-38℃之间,利于污泥内细菌的培养,随着温度的增加,污泥的整体活性也会相应增强,在污泥培养过程中,为了有效控制外界温度的影响,避免由于水温降低导致的厌氧处理质效下降问题,增设了温度调节池,接入蒸汽管,在温度低于技术标准时,进行增温处理。在加温池的使用过程中,应注意温度的增加速率不能过快。与此同时,组合装置利用A/O工艺,运用生物脱氮技术降低污水中TN含量,有利于水资源的循环利用。
3.系统调试运行
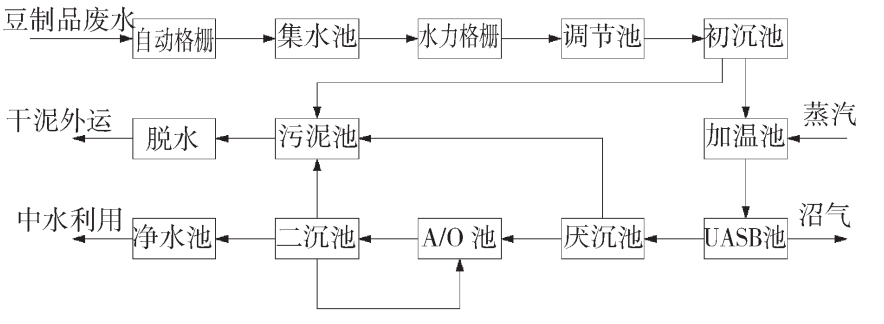
图一 UASB与A/O生物组合装置的处理工艺流程
生物组合废水处理系统构造包括:集水池、调节池、初沉池、加温池、UASB 器、厌沉池、A/O池、二沉池、污泥池、净水池以及风机房、 配电房、脱水机房等。具体处理工艺如图一所示。
3.1UASB反应器的运维调试
为保证厌氧工艺处理有机废水的整体效果,在反应器实际应用前,应对反应器的各项指标进行调试。首先,需要保证活性污泥的数量充足。现阶段,活性泥的主要构成是厌氧活性泥、脱水污泥等,经过稀释处理后放入反应设备中,对进出水的各项化学指标进行检测、记录与整理,如COD、VFA、ALK以及酸碱性等参数,在符合设备处理要求的基础上,逐步增加进水量。
3.2A/O装置的运维调试
A/O装置的污泥主要来源于相关生产单位、管理部门与技术单位中符合技术标准、对比质量优良的污泥。将其直接注入到装置内部,即A池、O池中,经过处理后,进入二沉池。需要注意,在刚开始处理废水时,注入的UASB出水量较低,以便让细菌能够适应池内环境,更快的进行繁殖。然后根据COD等相关检测数据,在设备调试完成后,逐步增加进水量,当污泥增殖量与检测、处理要求符合后,正式运行。在实际运维处理环节,A池的溶解氧控制在0.5mg/L以下,pH为6.5-7.5,温度在10-30℃;O池的溶解氧保持在2mg/L以上,pH为7-8,温度在15-35℃。
结语:在豆制品的加工与生产过程中,会产生含有化学需氧量、五日生化需氧量、氨氮、悬浮物等高浓度有机废水,直接排放会对水体造成严重的污染。运用UASB+A/O生物组合废水处理技术,可以有效去除废水中的高浓度有机污染物,提升废水处理的综合质效。在采用组合工艺处理废水时,相关单位应全面掌握工艺技术的应用原理与特点,科学对处理装置进行调试,保证UASB与A/O组合工艺的运行稳定性,全面提升豆制品实际生产领域的污染控制效率,为行业的稳定、绿色发展提供助力。
参考文献:
[2]刘晓华.化工行业高浓度有机废水处理的技术应用与研究[J].北方环境,2019,31(06):99,101.
[3]王巍.化工合成高浓度有机废水处理技术探究[J].中国石油和化工标准与质量,2020,40;524(18):227-228.
作者:王碧武,上海富嗣工程咨询有限公司云南分公司,201499。王碧武生于1986年,本科学历,环评工程师,研究方向为环境保护

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



