中国航发西航 陕西 西安 710021
摘要:本文以英国CVE电子束焊机XW150:15设备在焊接过程中出现的束斑异常情况为依据,图文并茂地描述了异常现象,深入细致地分析异常现象的成因,希望会对同类设备的技术改进和设备恢复提供一定参考,进而提升设备性能。
引言
电子束焊的发现迄今已有100多年的历史,由于电子束焊接具有焊接深度大、焊缝性能好、焊接变形小、焊接精度高、并有较高的生产效率等特点。因此在航空航天、汽车制造、机械工业、电力电子等工业领域中得到了广泛应用。
电子束焊是指在真空或非真空环境中,利用汇聚的高速电子流轰击焊件接缝,电子的动能迅速转换为热能,使被焊金属融化和蒸发,随着焊件的移动,新的熔融液体出现,旧熔融液体相对后移,并逐渐冷却、凝固形成焊缝。
一、电子束的产生
焊缝的形状与电子束的能量、形状息息相关,因此电子束的产生是焊接技术的核心点。电子束从电子枪中产生,电子枪的结构如图1所示。
电子枪分为两部分:静电部分和磁场部分。
静电部分由阴极、偏压杯、阳极组成:阴极即灯丝,通过灯丝电源加热灯丝,灯丝上的电子获得能量,挣脱原子束缚,在阴极与阳极的负高压(-30KV~-150KV)电场的作用下,电子高速向阳极移动,形成电子束。偏压杯是控制束流大小的元件,通过给偏压杯加入比阴极更高的可调电压,来控制电子溢出的数量。
磁场部分由聚焦线圈和偏转线圈组成:当电子束经过聚焦线圈时,在磁场的作用下,电子束汇集到一起,形成束斑,通过调节聚焦线圈可以改变束斑的工作距离,经实验证明,将电子束焦点调节到焊件表面以下板厚1/3处,可以获得最大熔深,形成最佳焊缝。在聚焦线圈的下面是两对偏转线圈,它们在水平位置90度方向互相作用,用来实现束斑在X或Y方向上的位置改变,进而形成不同的运动轨迹。
截获环位于电子枪阳极下端,它是设备的保护装置,当大量电子被截获环捕获,会产生报警,停止焊接。
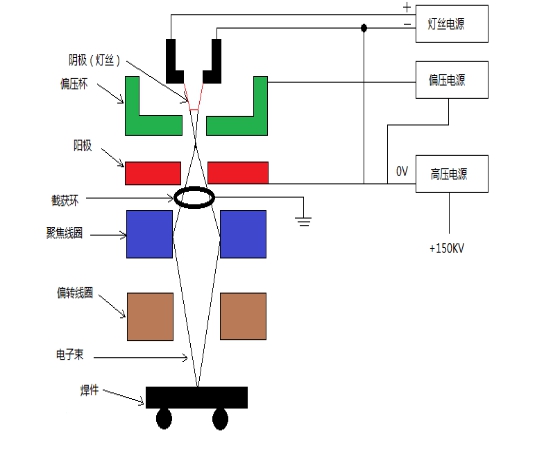
图1:电子枪的结构
电子束焊接的特点
电子束焊接的优点:
● 低热量输入和高速焊接减少了组件焊接区域的冶金破坏并有效地消除了变形。
● 电子束可以从焊缝的一面穿过形成几乎平行的熔融区。
● 它不但可以完成宽范围的不同金属的焊接,而且还能焊一些其他焊接方法不可焊的材料。
● 由于电子束的直径非常小,并可以聚焦到理想的距离范围,因此在其他焊接方法让不开的位置电子束焊可以达到。
● 由于焊接处于化学反应惰性环境中,因此无氧化。
● 电子束焊接不需要填料和助焊剂,所以可避免许多潜在的金相问题。
电子束焊接的缺点:
● 需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室限制。
● 由于真空室的存在,抽真空成为影响循环时间的主要障碍。
● 有磁偏移,由于电子带电,会受到磁场偏转影响,故要求电子束焊工件前进行去磁处理。
● X射线问题,X射线在高压下特别强,需对操作人员实施保护。
● 对工件装配质量要求严格,同时工件表面清洁的要求也较高。
电子束焊出现束斑异常问题的分析
现象一:当测试电流值在0.15mA--0.3mA之间时,电子束漂移明显。测试电流继续增大>0.5mA,电子束稳定至一点,束流变化过程如图2所示。
图2:小束流漂移
问题分析:电子束焊设备在焊接零件时需要进行四个步骤:步骤一:小束流点焊,在零件接缝一周形成分散的点,确定焊接轨迹,固定焊缝。步骤二:小束流封焊,束流完整的绕零件接缝一周,将封焊的点覆盖形成焊缝,。步骤三:大束流正式焊,束流绕焊缝一周,形成较封焊更深更宽的焊缝。步骤四:小束流修饰焊:利用小束流将焊缝修饰完美。从焊接步骤中能够看出,如果小束流与大束流不重合,点焊确定的轨迹与正式焊的轨迹就会有偏差,不能正确的完成焊接工作。
依据电子束的形成机理,影响电子束轨迹的因素有:电子枪静电部分的合轴部件和电子枪电磁部分(聚焦线圈、偏转线圈)、零件带磁等,这些因素都能通过测量一一确定,未发现异常。除此之外,束流的途径通道也是一个重要的因素,当下束通道布满焊渣(金属粉末与灰尘的混合物),一旦有带电离子通过,焊渣吸附带电离子,并形成电场。焊渣吸附带电体的能量有限,当带电离子数量饱和,电场大小也就确定。如果小束流经过该电场,电场对它的作用力会很大,如果大束流经过,大束流可克服电场的吸引了,垂直通过。这样小束流和大束流到达零件的轨迹也就产生了差别,很好的解释了现象一。通过清理下束通道成功的解决了焊接问题。
现象二:当测试电流值在0.15mA--0.3mA之间时电子束稳定至一点。测试电流继续增大>0.5mA电子束漂移明显,束流变化过程如图3所示。
图3:大束流漂移
问题分析:该现象是小束流稳定,大束流漂移,与现象一刚好相反,它也会造成封焊轨迹与正式焊轨迹不重合的问题。产生该现象也是有电场或磁场存在,改变了电子束的运动轨迹。在排查可能存在的电、磁场部件时,电子枪阳极下端的截获环一定不能忽略。它是检测束流汇集情况的装置,如果束流汇集不好,就有大量的电子被截获环捕获,反馈到CNC系统,设备就会产生报警,以保护设备的使用安全。在正常的焊接中,电子束穿过阳极,经过截获环时有少量电子被捕获,少量电子可以通过截获环的接地电缆导出。但如果截获环的接地电缆断路,电子束经过时捕获的电子不能被有效导出,经过累积,电子增多静电场增强,就会改变途径电子束的轨迹,这也就是小束流稳定,大束流漂移的原因。
结束语
电子束焊接设备涵盖了数控系统、光学系统、真空系统、高压系统等等,结构复杂,功能强大,给维修工作带来了挑战。通过以上问题的分析,总结出设备的工作环境非常重要,定期的散热通风,电子枪、高压电缆头保养,坐标轴的精度检查,真空系统各级泵工作性能地检查都很关键。在平时的维修工作中,要树立预防大于维修的理念,加强专业理论的学习,不断积累总结,保障设备的可靠运行。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



