上海羿弓氢能科技有限公司,上海 200232
摘要:工程机械液压阀是一种能够控制机器运行与工作的重要部件。因为这些用于工程上的机械本身结构的复杂,工作的难度较大,且环境非常恶劣,条件十分艰苦,所以每年都会有无数的液压阀出现故障甚至报废。在它们失去作用时,就会被当作工业垃圾和废品回收,重新回炉。即使能够再利用,也会造成人力和能源的大量浪费,自身价值早已不复存在。因此,研究人员在现有技术的基础上针对这种现状制定了新的解决方案。在液压阀回收之后,对它们进行专业化的处理,修复和升级,还原它们原有的功能。本文具体分析了液压阀的回收和再制造过程,并从这种技术带来的经济,工程,环境三方面受益展开充分说明。
关键词:再制造;工程机械;液压阀;效益分析
引言
众所周知,工程机械往往都是在环境和气象条件非常恶劣的郊外工作的,例如:高原大山,冰天雪地,沼泽湿地,狂风骤雨,飞沙走石等。另外,由于工作对象多种多样,工作动作变换频繁,引起工作载荷多变并伴有振动、惯性冲击等现象,导致液压元件极易发生故障失效。工程机械市场保有量巨大,通过回收工程机械失效的液压阀并对其进行再制造修复,将获得巨大的经济和社会效益。
1液压阀失效分析
(1)磨损现象。由于液压阀在工作时,经常会与机械中的其他零部件发生摩擦和碰撞,造成它的表面磨损,并且影响它的工作。(2)变形弯曲现象。在机械的运行过程中,液压阀的阀芯和弹簧在外力的作用下容易发生弯曲变形。这不仅会造成零件灵活性的降低,还会导致液压阀无法保持内部液压的稳定,机械运行的速率下降。(3)机械疲劳现象。因为金属在长期工作时,会产生一定的金属疲劳。而液压阀零件的主要部分都是金属,所以时间一长就会存在疲劳的风险。导致零件表面出现裂痕,零件弹性衰减,报废率提高。(4)液体侵蚀。由于液压阀长期在液体中工作,受到内部水和高酸物质的不断侵蚀,容易引发金属表面不平,零件性能下降,密封环境破坏等严重问题。(5)液压卡紧。工作人员一旦在加工零件时出现失误,就会破坏阀杆与阀杆之间的同轴性,阀杆表面的平整程度甚至会引发液压卡紧问题的出现。
2液压阀再制造工艺流程
2.1拆解
在对废弃的液压阀拆解之前,需要用高压水枪仔细冲洗,并使用物理方法或者化学试剂来清理表面的油漆。在拆解过程中,首先需要进行判断和筛选,将那些已经明显报废的,无法重新再制造的零部件放弃,比如:腐蚀的金属壳,严重磨损的弹簧,夹片和弯曲变形的阀芯等,换上对应的新部件,防止它们进入下一环节,从而节约人力和资金,提高工作效率。工作人员在拆解时,必须要最大程度地保护好那些能够重复使用的零部件,防止它们受到二次伤害。
2.2清洗
由于超声波拥有一定的能量,并且可以搅拌里面的液体,所以在拆解结束后,工作人员可以用超声波清洗机对零部件和阀体进行清理。清洗完之后,再用毛巾轻轻的将表面擦干,避免不必要的磨损。另外,在清洗时,需要保证各个阀孔之间相互联通,通过钩子或者细铁丝将白布送进孔内,清理平时清理不到的地方,并用油石消除表面浅的磨痕。
2.3分选检测鉴定
工作人员需要严格遵从各个零部件的制作要求,并对清洗后的零件进行统一公开的检测,需要检测的有:孔内是否干净,孔与孔之间是否联通,表面有无损伤,零件有无磨损弯曲,弹簧是否变形等,并在鉴定之后逐个分类。将性能优异的,结构完整的,符合检测要求的零部件,例如:弹簧,阀杆,阀座,螺丝等,挑选出来,保存好,供以后重复使用。通常,在对以阀体为主的功能缺失的零部件进行加工再制造时,成功率接近100%。
2.4修磨重配
在采用尺寸加工再制造手法对零部件打磨时,主要的流程如下。将零件中磨损严重的部分用机械切割并测量,得到一个相对平整表面的尺寸。由于阀杆与阀控之间的磨损非常轻微,所以可以使用表面修复材料来帮助它们恢复原样。针对阀控,我们可以进行珩磨,即使材料使用的少也能达到原本的修复效果。另外,在修复阀杆时,我们可以使用酸性溶液来将它们表面已经损坏的铬镀层清除干净,再通过油石保持它们表面的光滑,并测量阀孔直径来重新电镀。此外,还需要将阀孔与阀杆之间的间隙打磨到配比好的大小,在0.020到0.028mm之间。最后,不要忽略表面光滑程度和圆柱度等硬性指标。
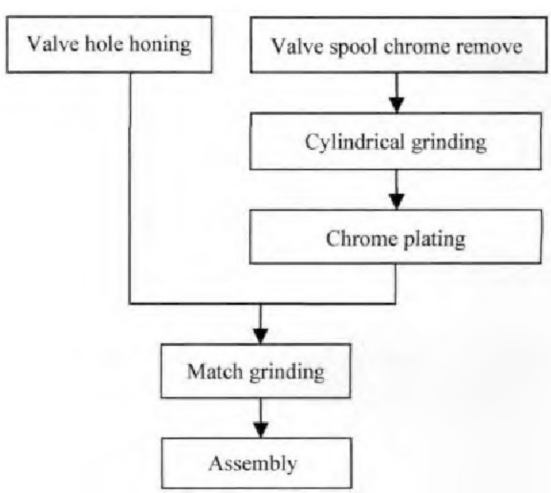
图1流量放大阀再制造工艺流程
3液压阀再制造效益分析
3.1经济效益分析
通过对淘汰液压阀的加工再制造能够给企业和工厂带来非常高的经济收益。通常情况下,制作零件的主要成本有:原料成本,租金成本,能量成本,劳动力成本以及设备购买消耗成本,其中,后三者属于产品的附加值。比如文中的液压阀,它用于购买原料的成本只占总量的四分之一左右,然而它的附加值却达到了总成本的七八成。
因此,在对液压阀进行加工再制造时,可以充分回收产品原有的附加值,最大程度上解决了劳动力问题,减少了能源的消耗,节约了投资成本。根据调查统计,如果工厂每年都能回收再制造5000个液压阀,就能产生一千万以上的经济效益。一个完整液压阀上面的绝大多数零件都能被回收和再制造,并且降低一半以上的生产成本。另外,经过回收再制造的产品都是绿色环保的,不会对环境造成负面影响。企业可以通过大量的产品再制造来树立自己保护环境的态度,建立良好的企业形象。
由于再制造产品的价格相对于原产品价格更低,质量相同。所以它们更具有市场竞争力和顾客吸引力
3.2资源效益分析
在产品的回收再制造过程中,可以降低原材料和能源的消耗。因为,产品的再制造是直接通过对零部件的回收来投入生产,极大地保留了所有的原材料,减少了对新材料和新能源的需求。
经过长期的调查研究,在针对装载机流量放大阀和分配阀的回收再制造过程中,能够直接投入再制造的零部件占总量的7%;需要进行加工修复再投入制造的零部件占比高达90%;而必须更换新零件的比重只有3%。由此可知,如果每年企业能够回收再制造1000个装载机放大阀和分配阀,就能节省绝大多数的,数十吨重的材料,直接减少85%的能源消耗。
3.3环境效益分析
通过正向与逆向生产的对比不难得知,产品的回收再制造可以很大程度上的改善环境质量,保护绿色生态。在液压阀的正向生产过程中,会用到很多的铁,铜,橡胶等金属化工材料,在造成环境资源和能源的大量消耗同时,还会给带来各种污染,包括:水污染,光污染,噪声污染,化工废弃物污染等。它们严重地破坏了生态环境。相比之下,液压阀的回收再制造则充分利用了它原有的零部件,对环境的影响甚微。所以,我们需要提倡产品的回收再制造,来节约成本,保护我们的环境。
液压阀正向生产的主要流程是:融解,锻造,加工,打磨,热处理等,过程中会产生大量的有害气体,例如:二氧化碳 ,二氧化硫,氟化物等,以及很难处理的固液化学废弃物。然而,它的逆向生产虽然也会对环境产生一些负面影响,但相比于正向生产制造的污染,已经可以基本忽略。据统计,企业每生产1t的钢,会释放2.39t的二氧化碳。但如果再制造4000个液压阀,就可以少排放300t以上的二氧化碳。
结束语
在液压阀的生产制作过程中,由于它的大部分原材料是以回收废弃物为基础的老化元件,生产和操作是为了方便清洁、修补、装配,对于环境的污染严重程度相对较低,能在人工、能源、原材料等各个方面上为企业节约大量成本,其自身的绿色产品这个标签可以极大地提升公司商业价值和知名度。液压阀的再生产制造既能够保证产品质量和产品的性能,又可以缩减生产周期,满足了国家实现经济可持续发展的战略需要,同时还能够在支撑国内新型制造业的发展以及降低环境污染和减少资源浪费等方面起到重要的促进作用,大力地促进和推动我国新兴产业的前进。
参考文献:
[1]文大成.工程机械再制造发展制约因素及其对策[J].科学家,2017,5(11).
[2]廉政,陈燕飞,魏国庆.国内工程机械再制造核心问题及发展趋势[J].科技创新与应用,2017(15).
作者简介:邓艳昭(1988-),男,汉,河北石家庄人,硕士,工程师,研究方向为电力工程技术。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



