甘肃建投重工科技有限公司 730000
摘要:环卫车在使用的过程中,车身薄板容易出现焊接变形等问题。要对导致这项问题出现的原因,进行深入的分析,并且制定针对性的措施,对其进行解决。在进行环卫车建设时,需要对结构进行优化,还要对现有的工艺进行完善,提高操作水平,才能降低焊接变形问题的发生几率。在进行薄板焊接的过程中,要对变形问题进行密切的观察。工作人员要积极地积累经验,对这些问题进行有效的规避,提高环卫车的运行质量。本文就环卫车薄板焊接变形控制进行相关的分析和研究。
关键词:环卫车;薄板焊接;变形控制;分析研究
在现代科技不断发展的过程中,环卫车辆的建设质量,也在不断的提升,已经向着轻量化等方向,进行了更好的发展。要想保证环卫车辆的操作更加便捷,需要对其进行优化处理。因为薄板结构的质量比较轻,工艺性能更好,在连接时更加简便,已经应用到各种类型环卫车辆的建设过程中。但在利用薄板结构进行焊接时,因为结构的应力和组织性能,会受到焊接变形的影响,因此需要对其进行有效的控制。要在现有焊接技术的基础上,对其进行优化和完善,才能提高产品的加工质量[1]。
一、环卫车薄板焊接变形问题分析
在开展焊接工作时,主要是对构件焊缝周围进行局部的加热,金属构件融化之后逐渐冷却凝固,直到恢复室温的一个作业程序。接近焊缝区的金属构件,在热变化的过程中,会受到电弧的热作用,产生膨胀现象。焊接区域周围的常规金属构件,会对膨胀作用力产生限制,因此焊缝区域容易出现压缩的塑性变形形象。在对环卫车辆的车身薄板进行焊接时,纵横两向存在收缩变形现象,在焊接的过程中,还可能出现角变形和弯曲变形等问题。对于失稳变形来说,是因为焊缝区域受到了应力分布和大小的影响,压应力比失稳应力大,构件结构出现了波浪变形等问题。在对相关问题进行分析时,可以开展焊接实验,根据实验结果对其进行控制[2]。
二、环卫车薄板焊接变形控制措施
(一)结构层面控制措施
如图1所示,薄板焊接变形问题,主要是因为材料的刚性存在问题或接头坡口形状不合理、焊缝分布位置不科学引起的。在进行薄板结构设计时,要从这几个层面对其进行专门的处理。因为垂直板的平面方向刚性比较弱,在焊接时容易产生波浪变形问题。在对细长型的构件进行焊接时,容易出现弯曲和变形问题。单面的V型坡口对接焊接角,容易出现变形等问题。T形截面焊接,会因为焊缝集中在一侧,导致变形问题的出现。在对焊接结构进行设计时,需要在保证产品工作性能的基础上,对其进行改善。要尽可能采用角焊缝的建设形式,避免出现对接焊接作业,还要尽量缩短焊缝的长度。工作人员要在焊接结构的对称位置布置焊缝,避免焊接过程中出现弯曲变形等情况。在焊接之前,需要将结构组装成整体,再开展相关的工作,要增强结构的刚性特征[3]。
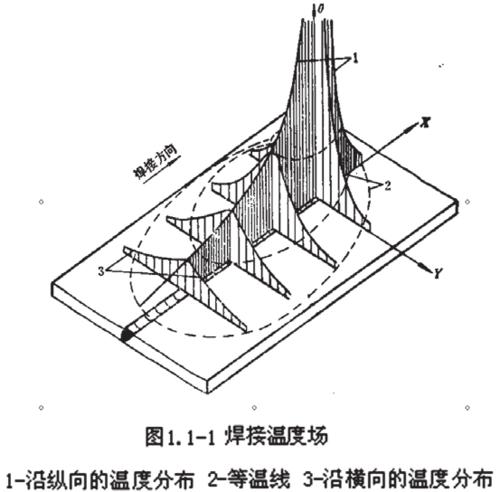
图1 薄板焊接变形控制
(二)工艺层面控制措施
在进行焊接施工工艺应用的过程中,会受到焊接方法和工艺参数以及装备次序等因素的影响。如果工作人员没有根据焊接要求,选用正确的工艺技术,也没有根据现场的实际情况,对技术的应用形式进行适当的调整,就难以取得预期的焊接效果。在对工艺进行改进的过程中,要尽量采用对角对称焊接的形式,提高作业质量。也就是说要先进行对角的焊接,再实现对称的焊接。如果焊缝呈现不对称的形式,可以先对焊缝少的一侧进行焊接,使得后续焊接的变形现象,能够对前侧的焊接变形情况进行抵消。在进行薄板焊接时,要从焊件中间向两端开展定位工作,焊缝的长度要控制在7毫米左右,施工间距在100毫米左右。要对焊接过程中,可能出现的变形类型进行预测,还要对变形问题进行人为的设置。确保焊接变形,能够与人为设置的变形方向呈现相反的趋势,避免出现残余变形问题。要在刚性足够的基础上,进行焊件的固定处理,避免后期出现位移等现象[4]。
(三)操作层面控制措施
在开展焊接作业时,因为工作人员的能力存在较大的差别。一些综合素质比较低、专业能力不足的工作人员在进行焊接时,无法对焊接工序进行合理的设计,也没有严格按照技术要求进行标准的操作,导致焊接效果比较差。因此要选择专业的工作人员开展这项工作,要对焊接结构和材质进行充分考虑,确保最终的焊接结果符合预期的要求。在对焊接结构进行设计的过程中,需要根据工作开展要求,对结构进行科学的设计,确保结构的应用更加稳固。在进行材料选择的过程中,要保证材料的规格和型号,符合焊接作业要求。尽可能提高材料的应用质量,确保焊接作业能够顺利的开展。需要对材料采购环节进行全面的管理,避免一些不合格的材料,应用到焊接作业中,降低工作的开展质量和效率。需要对材料供应商的资质进行严格的审核,与一些资质比较高的供应商进行长期的合作,还要对材料的应用性能进行全面的检验。确保材料在使用的过程中,能够发挥更大的作用,为焊接作业的开展提供有效的支持。可以采用氩弧焊的方式进行相应的操作,在进行焊接的过程中,还要对焊接的电流以及喷嘴直径等影响因素进行严格的控制,避免这些因素对焊接作业产生不良影响
[5]。
结语:综上所述,在对薄板焊接变形问题进行分析时,要从结构和工艺以及操作等方面,制定专门的焊接方案。还要根据环卫车辆的建设要求,选用正确的焊接形式。通过对常见的薄板焊接进行实验,制定针对性的控制方案,要尽可能降低变形问题的发生几率。在进行车辆设计时,要对薄板焊接部位进行重点关注。不仅要提高焊接工作的开展质量,还要保证焊接到位,才能避免车辆钢结构出现变形等问题。工作人员在进行焊接处理时,要引进更加先进的技术工艺,促进相关工作的科学发展。
参考文献:
[1]陈欢.环卫车薄板焊接变形分析与控制[J].现代制造技术与装备,2020(03):127-128.
[2]张思凡.环卫车辆薄板件焊接变形的预防和控制策略研究[J].湖北农机化,2019(14):65.
[3]李国青.关于科技创新成果提升环卫车辆管理维修能力的研究[J].时代汽车,2019(14):143-144.
[4]叶双春.环卫车辆薄板件焊接变形的预防和控制[J].现代制造技术与装备,2018(04):115+117.
[5]王谊平,万胜,蒋伍.环卫车辆薄板件焊接变形的预防和控制[J].科技风,2015(03):41.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



