河北白沙烟草有限责任公司 河北 石家庄 050000
摘要:制丝车间新松散回潮段是今年新上的荷花专线,设备使用的变频器比较多,网络用的是NET网,网络组成如图1,由于变频器多之间的通讯接口多,特别容易出现网络断开和闪断,接口松动,造成变频器出现故障,设备停止运行,生产中断,为了降低设备的故障率,并且变频器之间通讯网络稳定,这就给网络通讯环节提出不小的挑战。
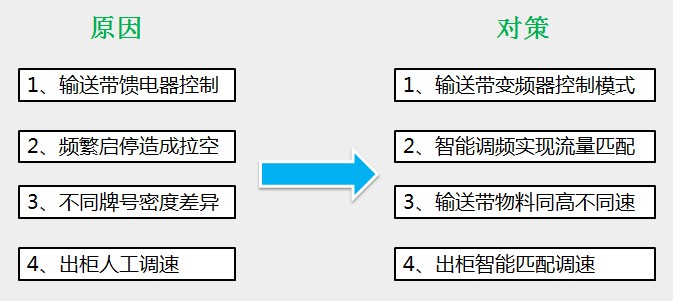
1、引言:项目整体思路:首先应用头脑风暴法找出影响网络不稳定的具体原因,综合分析出影响其变化的主要原因,针对不同的原因制定相应的对策,然后进行实施、标准化,以一个月为一个周期,进行PDCA循环优化验证,最后找出具体的原因,如图2。
图1影响网络波动原因及对策
2、开展的预设目标
课题预设的目标是从现在的每周闪断一次下降到每年闪断一次,几乎是零闪断,变频器通讯无故障,新松散回潮NET网是采用的西门子SCALANCEX224工业级交换机,冗余网络是各台交换机通过冗余环口依次连接。SCALANCEX224可作为冗余管理器RM,管理冗余环网,为了保证系统的重构和稳定性,在网络正常的情况下RM的其中的一个冗余环口会处于断开状态,这样整个网络处于一种线性结构。冗余管理器监控网络状态,当网络上的连接线断开或交换机故障,它会通过一个替代路径恢复另一种线型结构,整个网络的重构很快会完成。
3改善对策
建立一套合理化、智能化混丝出柜系统,完善设备控制程序作为我们的改进方向。
4、对策实施
实施一:输送带变频器控制模式
目标: 物料均匀输出,无明显料薄、料厚情况。
实施过程: 按要求加装变频器,完成参数设置。
目标检查: 物料均匀性100%
实施二:智能调频实现流量匹配
目标: 拉空次数降为3.4次/批;最大拉空距离降为40cm。
实施过程: 对各运行频率进行模拟调试,将改进程序下载实现智能调控。
目标检查: 拉空次数降为1.3次/批;最大拉空距离降为20cm。
实施三:输送带物料同高不同速
目标: 完成牌号速度初值设定。
实施过程: 根据不同牌号,设置不同初始速度,调试验证。
目标检查: 牌号间速度设定100%;牌号与速度匹配100%。
实施四:出柜智能匹配调速
目标: 柜自动调节100%。
实施过程: 根据储柜实际情况智能调节运行速度。
目标检查: 自动调频100%;调频失误率为0%。
5、标准化
标准化一:流程标准化
将输送带连锁调速程序、储柜出柜调速程序固化到PLC中,并归档到《制丝车间程序管理目录》中。
标准化二:硬件、程序标准化
1.将供料输送带变频器控制单元纳入维修电工日常点检范围,加强设备运转情况检查与反馈。
2.将新增变频控制段给操作工培训讲解,并将点检、设备操作注意事项纳入《车间机台操作手册》。
6、课题成果
1、有形收益:
程序均小组成员自主研发,编写变频器控制程序,实现输送带速度连锁控制,节约软件开发费用约15万元。
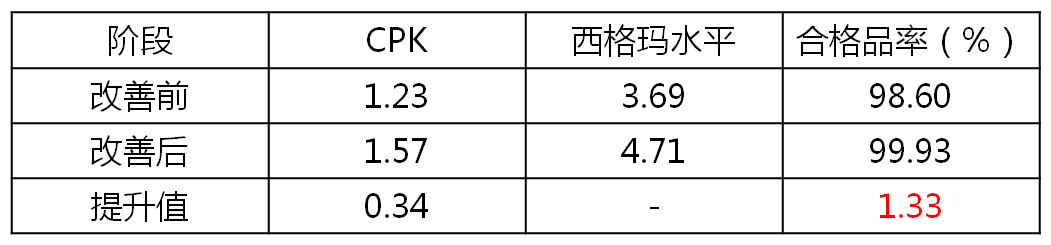
通过项目实施,对比西格玛水平换算表,发现合格率提升1.33%。
烟丝按30元/kg计算,全年按生产500批,每批按6000kg计算,刨去回掺等按70%,则平均年可节约:
Q=500×6000×1.33%×30%×30≈36万元
综合以上项目,共节约创造经济效益约为15万元+36万元=51万元。
2、无形效益:
混丝出柜输送带均匀性供料不仅稳定了物料流量,还大大提高了梗丝、残丝等掺配累计精度,为车间生产出高品质烟丝提供保障。
输送带由馈电器改为变频器控制后,输送带的启停现象大大缩减,延长了电机使用寿命。
打破了之前的喂料机+皮带秤稳定流量控制模式,创新性地实现输送带匹配控制,对其他生产段有一定借鉴意义。
7、课题效果展示
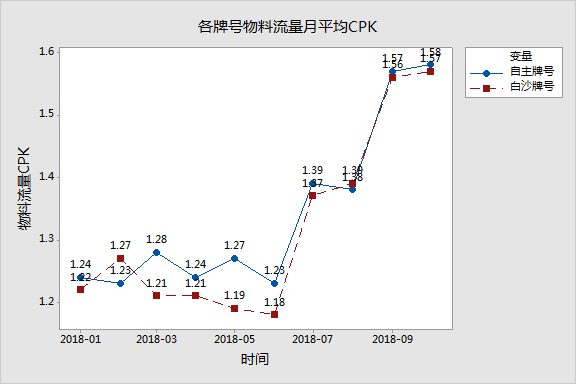
经过项目改进,混丝出柜各牌号物料流量CPK均值都有所提升,由之前的1.23提升为现在的1.57,月平均CPK提升约27.6%,圆满实现目标1.50。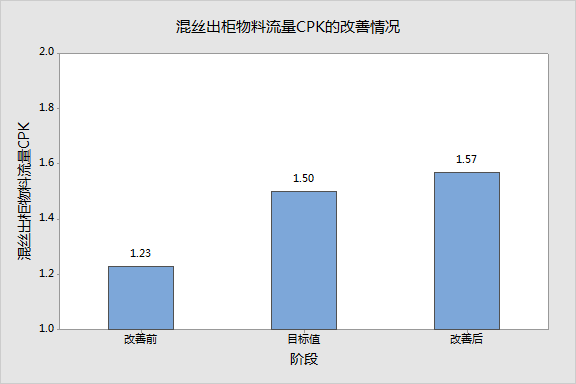
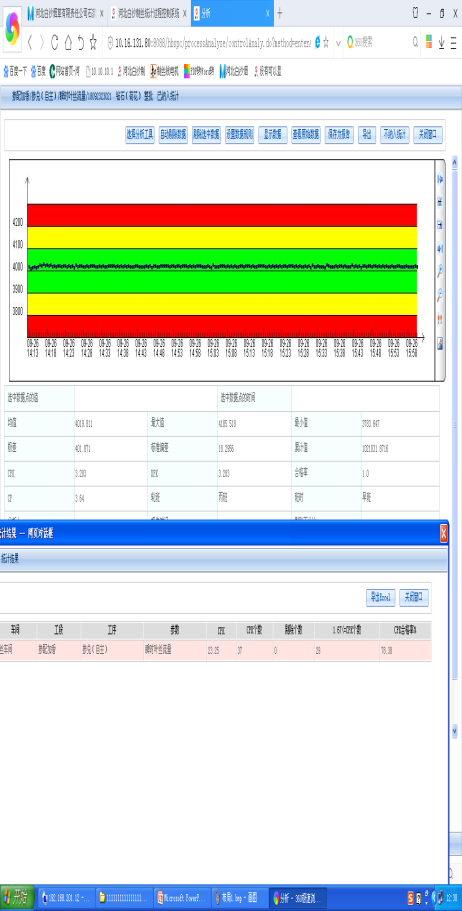
改造前后物料瞬时流量对比:
改造前 改造后
8、结论
本课题的实施,实现了混丝出柜智能输送带供料的要求,稳定了叶丝物料流量,将百批次波动次数降低了71%,月平均CPK提升27.6%,起到了和喂料机等同效果,为后续的精准掺配提供了可能,提升了产品质量。
本项目的实施,实现了输送带智能供料的要求,在无法加装喂料机的情况下,创新性地解决了稳定物料流量的目的,在成本上也做到了很大节约,也为以后进行自动化改进提供了借鉴思路,通过本项目的实施改进,小组成员也得到了很好锻炼。
参考文献:
(1)金剑,李现。烟叶润叶机电控制系统改进,计算机测量与控制(J)2006,14,(10);1352-1354

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



