山东高速轨道交通集团有限公司益羊铁路管理处 山东省 262500
摘要:通过对铁路货车用353130B滚动轴承压力曲线异常的分析,提出了改善滚动轴承压力环境、加强滚动轴承与轴颈结合面的质量检验、改进滚动轴承与轴颈的检验和配合等措施。,纠正压力机对滚动轴承压力曲线是否合格的简单判断条件造成的误判现象,确保车辆安全运行。
关键词:货车;滚动滚动轴承;压装曲线;原因分析;防范措施
近年来,中铁特货公司的商业汽车运输业务逐年增长。2018年,柳州市机械保温车辆段开始按要求承担JSQ6凹型双层汽车运输车的维修和RE2B车轴的二、三级保养,确保运输车辆质量可靠、状态良好。
1问题提出
序号 | 项目名称 | 限度 | ||
原型 | 大修 | 一般检修 | ||
1 | 压装力(KN) | 58.8~245 | 58.8~245 | 58.8~245 |
2 | 终止贴合压力(KN) | 313.6~352.8 | 313.6~352.8 | 313.6~352.8 |
3 | 贴压差 | ≥ 196KN | ||
4 | 保压时间(S) | 3S 及以上 | ||
表1 353130B型滚动轴承压装限度要求

1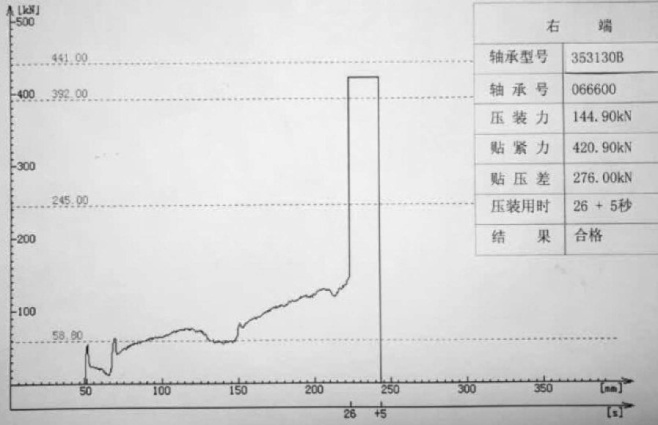 )压力曲线起点处压力陡升(见图2)
)压力曲线起点处压力陡升(见图2)
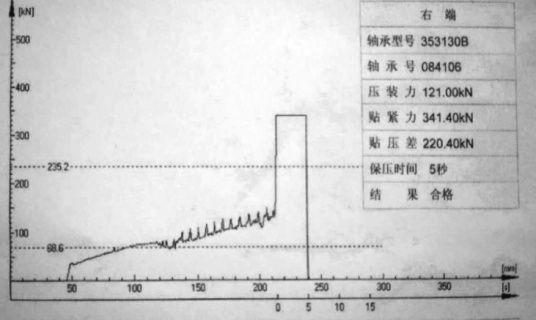
2)压力曲线中段压力明显震荡(见图3);
3)压力曲线全断面压力较小,基本低于规定的最小压力限值,接近拐点时压力值勉强达到合格(见图4)。
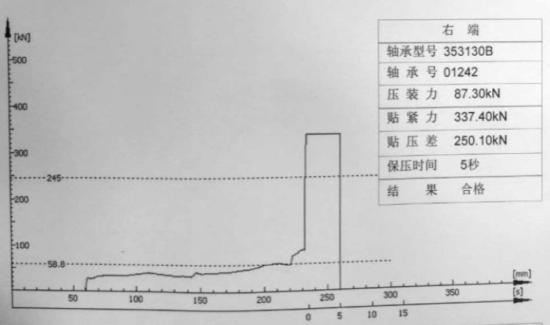
在上述三种情况下,根据《铁路货车车轴装配、检修和管理规则》,轴承压装的四个压装参数均在规定范围内,由轴承压装判定为合格。但对压配曲线不良的滚动轴承进行退圈检查后,发现曲线不良是由于滚动轴承与轴颈配合不良造成压力变化所致。如果不及时返工,将会给车轴的运行带来安全隐患。
2原因分析
经过深入调查、讨论和判断,得出导致滚动轴承压装压力曲线异常的主要因素有:滚动轴承压装室内的温度和湿度、滚动轴承内圈和轴颈之间的干涉、轴颈表面的粗糙度和圆柱度、轴颈端部的厚度、滚动轴承内圈和轴颈的润滑效果、轴承压装的运行状态等。具体分析如下:
2.1压力曲线起点压力突然升高的原因
1)轴颈末端的墩厚。轮对拆卸或组装时,由于压力机活塞中心与轴中心线不一致,或者由于操作简化,没有采取有效措施保护轴颈,轴端应力过大,导致轴颈墩厚。如果轴承压紧前没有及时处理故障,由于轴颈墩直径较大,曲线起点的压紧力会急剧上升。
2)如果轴端导向斜面碰伤,表面堆积的金属高于轴颈表面,在轴承压紧前未及时处理故障,会造成压紧力上升。
3)滚动轴承压配时,压配机活塞中心线与轴心线不一致,轴承内圈压入时与轴颈端部错位,压配力急剧上升。
2.2压力曲线中段明显压力抖动的原因
(1)报纸表面极高压锂基ⅱ是随意涂绘的,并且干燥摩擦发生在轴承内径表面与报纸在压装过程中局部之间,使压力在轴承压入时摇晃。
2)报纸的表面失效,如报纸的影响和地方萧条,造成了改变的压力。
3)滚动轴承内圈上的晶粒尺寸磷化膜细而致密,且磷化膜厚,使压力抖动因轴承压力过大。
4)轴承或2号极压锂基中有异物。
2.3小轴承压装力的原因基本上低于规定的最小压装力极限值,而压装力值在接近拐点时几乎达到了限定值。主要原因如下:
1)日志的直径逐渐增大到日志末尾的全长范围内(即日志反转锥),并且轴承内圈与日志之间的干扰逐渐减小,从而产生温和或递减的压力曲线。
2)在压装过程中,滚动轴承的方向发生位移,而内径较大的内圈是压装在报纸的外侧,而内圈与报纸之间的干扰太小,导致压力曲线平坦或下降。
3)内圈与滚动轴承日志之间的配合干扰小于下限,或者实际配合干扰较小,从而产生平坦或下降的压力曲线。
4)车轴和滚动轴承经过高精度数控拉罐加工后,表面加工精度明显提高。轴承压装过程中的小摩擦系数上午表面会导致轴承压装力下降,而轮规未能及时调节轴承压装压力。
5)压机室内的温度和湿度不符合要求,室内温度低或湿度严重超过标准。
6)轴承压装前,轴承和配件、轴承部位和试验仪器不符合规定的温度,测量值不正确,造成轴承内圈和日志之间的干扰不符合规定。
3预防性措施
为了有效地减少甚至消除压力曲线的异常情况,提出了以下预防措施。
3.1新闻媒体配件的环境要求
1)在每次转换开始前,应检测滚动轴承压舱的温度和湿度,以确保温度为16 ~ 30℃,湿度不超过70%。如果温度超过70%,空调器或专用除湿器应改为调节,操作只能在符合要求后方可开始;保持房间整洁。
2)滚动轴承被压前,轴承、配件、配件和测试仪器应存放在同一房间不少于8小时;当它们不能存放在同一房间时,两个房间之间的温差不应超过5K。
3.2设备运行状态
1)每次换档开始前,应在轴承压力机上进行日常性能检查,以确认系统压力与计算机显示值之间的差异小于10KN,且设备性能良好。
3.3检查和处理报纸
1)检查轴心国定位孔是否损坏,并确保压力机活塞中心线与日志中心线一致。
2)加强检查和测量报纸的结尾。当码头尽头的报纸厚时,报纸的导航仪和表面部分破裂,表面积聚的多馀金属必须清除,磨碎的布不少于120张,涂在油中才能顺利抛光。
3)在压装前,清洗报纸和防尘板座,用棉花和白布涂在120#汽油或乙醇上,去除表面上的异物,防止异常压力变化。
3.4可选压装
1)轴颈直径的测量位置和参数见图4和表。如图4所示,测量轴颈一和二两部分的直径,并计算轴颈直径和圆柱度。必须加工轴颈的倒圆锥(轴颈直径不允许在整个长度范围内向轴颈末端逐渐增加)。
2)在距内圈小端面7mm和距内圈大端面m处测量滚动轴承内圈的内径,并在内径的大小两端按箭头方向标记“→”。
3)根据轴颈尺寸选择滚动轴承,建议过盈配合在中间(0.065-0.080mm之间)。353130B滚动轴承配合过盈量见表3。
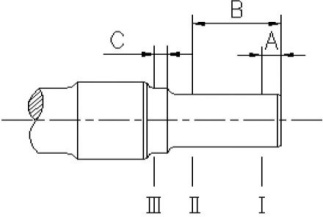 图4 轴颈直径测量位置示意图
图4 轴颈直径测量位置示意图
表2 轴颈直径测量位置参数
轴 型 | A | B | C |
RE2B | 25~30mm | 140~160mm | 5~10mm |
4)滚动轴承压装前,轴颈应均匀涂上0.5mm厚的2号防锈极压锂基润滑脂,涂抹时轮对应转动,轴颈底部不得遗漏;在南方天气,轴颈表面的油脂不得成批涂抹,以免油脂遇水变质。
5)压装滚动轴承时,滚动轴承应沿箭头方向放置,内圈内径较大的一端应装配在轴颈内侧,以保证轴颈与滚动轴承两个内圈之间的过盈平衡配合;中间隔圈必须对齐,以防止中间隔圈偏离中心,并在压装过程中与压力活塞的端部碰撞。
序号 | 项目名称 | 限度 | ||
原型 | 大修 | 一般检修 | ||
1 | 内圈与轴颈配合过盈量(mm) | 0.051~0.101 | 0.051~0.101 | 0.051~0.101 |
3.5压力曲线表的审查
1)轴承压入到位后,必须重新检查压力曲线表,对于压力曲线起点压力上升陡、压力曲线中段抖动明显、压力曲线全段压力小、接近拐点时压力值勉强达到合格等曲线不良的滚动轴承,应退回检查。
2)建议从压配曲线到180mm压力不达到58.8KN的滚动轴承卸载,轴颈表面用不小于120目的砂布横向打磨,增加滚动轴承内圈与轴颈表面的摩擦力。
4结束语
轴承的压装质量对车辆的安全运行至关重要。从轴承压配室环境、轴承与轴颈压配的干涉、轴颈表面粗糙度和压配运行状态等方面分析了轴承压配曲线不良的原因,并提出了一些可操作性强的预防措施。2019年,作者所在单位通过加强轴承压装操作标准,有效减少了压装曲线异常导致的质量返工。全年共压装353130B轴承645套,一次性压装合格624套,合格率96.7%,比2018年提高18.5%。
参考文献:

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



