上海天佑工程咨询有限公司 200092
【摘 要】高速铁路CRTSⅢ型板采用工厂化流水机组法生产线,较以往的台座法生产凸显了绝对优势。流水机组法生产线应用减少用地、节约劳力、提质增效、“四化”应用等优势,有利于质量通病问题可研和预防,发展前景利好。
【关键词】流水机组法生产工艺 技术 关键工序 升级改进 问题预防
CRTSⅢ型先张法预应力混凝土轨道板流水机组法生产工艺是将轨道板钢模在流水线上按照规定工艺流程,采用轨道或辊道等传输方式,按照一定流水节拍,依次通过各生产工位,从而完成轨道板制造的方法。
通过系统深化试验研究,流水机组法生产工艺有利于实现轨道板生产机械化、信息化,作业人员专业化,可实现工装设备的重复利用,机械化程度高,降低人工成本。
流水机组法生产工艺,实现了生产线模块集成,主要工序连续化作业集成度高,轨道板关键技术工位与产品质量控制信息化管理,产品质量稳定受控。
2.1预应力模型



预应力钢棒

钢模下部设有横纵两个方向的预应力钢棒,在初次使用前需对钢模下部预应力钢棒进行张拉锁紧,张拉力值根据轨道板预应力钢筋张拉完成后底模平面结构尺寸要求确定。一次张拉完成后,可以多次使用,只有在底模平整度发生变化时进行调整,以保证轨道板平整度满足要求。
施加预应力采用自动张拉控制系统,张拉记录应由系统自动生成。张拉设备由纵向张拉梁与横向张拉梁、液压站组成,全系统采用电液伺服系统,跟踪采集数据、信息化系统。
自动放张机利用机械旋出张拉杆,实现了同步缓慢均匀放张,规避了高应力的瞬时释放对钢筋粘结握裹性能及预应力传递长度的影响。放张机四面同时放张形成框架结构,并且能够垂直升降。
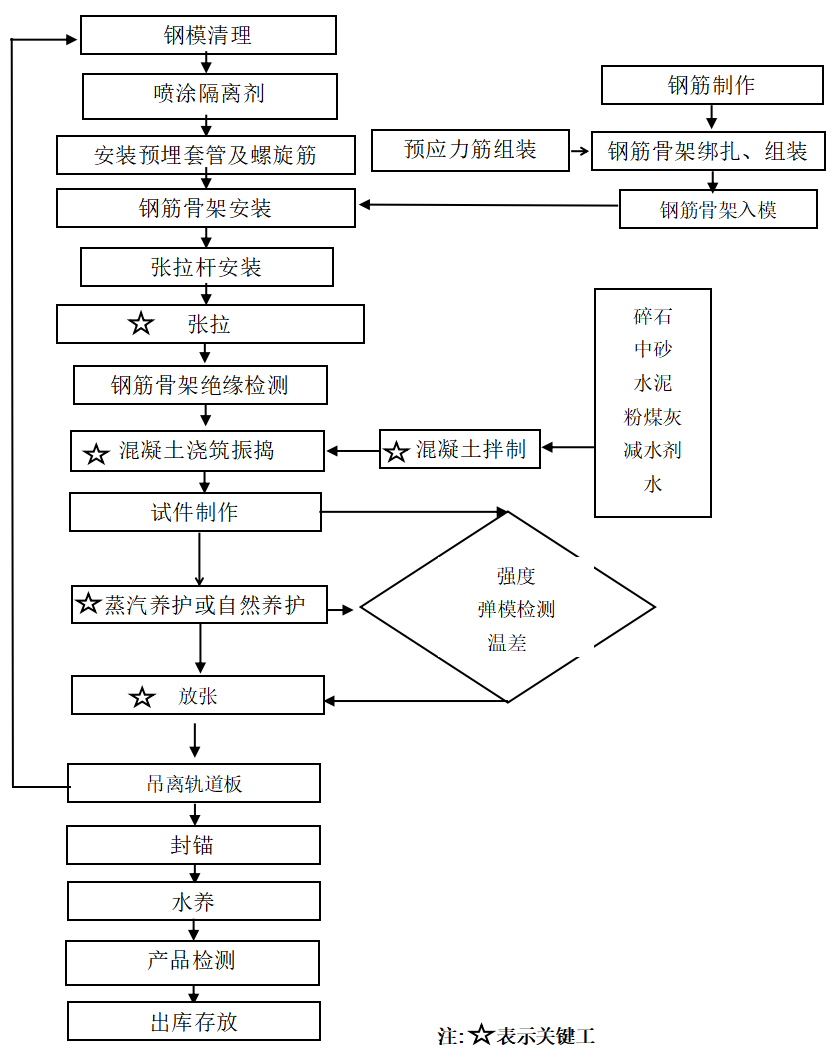
先张流水机组法生产工艺流程
钢模由辊道运行预应力钢筋张拉工位后,纵横张拉梁开始向钢模推进,待张拉杆穿入张拉手,张拉梁支点与钢模接触。
启动张拉梁上的螺母锁紧电机,同步带旋转张拉杆上的锁紧螺母,把每一个张拉杆上的螺母都锁紧。并设专职人员目检锁紧螺母和设置在张拉台边缘的屏显记录张拉数据,中心控制室记录张拉锁紧的实时数据,目检,屏显,总控室三方吻合后总控室发出信号指令,启动钢筋张拉系统,到达张拉力设定值后持荷1min,单根张拉力自动自动记录并存储、上传,数据进入信息化系统。
混凝土的输送采用混凝土输送小天车,混凝土输送车由拌合站下料口处沿空中轨道运行至布料机上方。
布料机容积为3.5m³,布料机四个门可根据布料需求单独开启或共同开启,实现分层布料。振动台振捣,采取强-弱-强-弱方式振捣。
在主车间外设置10个蒸养车间,每个蒸养车间布置12个存板台座,对轨道板进行集中养护。养护池内配有蒸汽温控调节、板底喷水、气流循环、换气降温等措施。
放张架上的放张手与张拉杆端能够对应啮合,且随张拉杆的旋出而后退。放张手为逆向旋转,先缓慢释放张拉力,再快速拆除张拉杆。
脱模时利用专用吊具钩住轨道板底8根门形钢筋实现轨道板脱模,操作方便,用时少。
放张完成后,将钢模驶出放张工位,进入脱模工位。首先抽出张拉杆,使张拉杆与锚穴分开,将张拉杆挂在侧模上。
模型驶出脱模工位进入模型清理工位,将锚穴、承轨台及底板上残余的混凝土残渣进行清理。用吸尘器将清理掉的残渣洗掉,尤其要注意将侧模缝隙中的残渣清理干净,防止由于残渣造成模型密封不严密。
模型清理干净后进入喷涂隔离剂工位,将脱模剂用喷壶在钢模表面进行均匀的喷洒,喷洒完成后用抹布擦拭一遍使其在钢模表面形成一层膜。
吊装钢筋骨架时,为防止骨架弯曲变形或松脱现象;钢筋骨架采用多吊点吊装整体入轨道板模型内,钢筋骨架与模板间应设置垫块,保证混凝土保护层厚度。
2.1预埋套管、螺旋筋安装:将预埋套管套入定位栓内,用橡胶锤垂直向下敲击套管底部,直至套管口与钢模底板密贴。对套管安装进行检查,用力向外拔套管,能拔出的作为不合格品处理,重复安装不能拔出的视为合格,在向外用力拔的同时,还应观察套管有没有胀裂的现象,如有发现,立即更换。经检查合格后,旋入螺旋筋。
2.2接地端子安装:在轨道板同侧预埋两个接地端子,首先将接地端子预留孔与模板内侧预留孔道相对应,在模板外侧穿入螺栓预紧
2.3起吊套管、螺旋筋安装:用起吊螺栓将起吊套管固定在侧板上面,起吊套管装上螺旋筋。
预埋件安装完成后对钢筋笼、模板及预埋件进行检查,轨道板内钢筋不得与预埋件相碰,如有位置相冲突的地方,可以适当调整钢筋位置,但必须重新绑扎牢固。
2.4将预应力钢筋手工旋入连接杆内,长度1圈至3圈即可,然后用扳手将连接杆一端固定,防止其旋转,另一端用电动扳手将连接杆与预应力钢筋紧固连接。最后检查锚垫板和张拉杆之间是否还存在缝隙,如有缝隙,大于5mm者应该将张拉杆拆下进行检查分析,小于5mm 者,用手将锚垫板向张拉杆端旋紧,进入自动张拉机工位。
整组张拉系统采用闭环直接测力的微机控制张拉系统,一个系统控制40个(按P5600)千斤顶。每个台架横向设置24个、纵向设置 16个千斤顶,张拉时40个千斤顶同时运行,共同作用。
千斤顶同时设定张拉速度和张拉力,并自动记录张拉值。以张拉力作为主要控制参数,伸长值作为校核参数,两者相差超出设定范围时,系统会自动报警。持荷期间具有动态保压功能,当压力下降时,设备自动补压。
轨道板纵横向预应力筋采用单端单根同时张拉方式,以单根张拉力值进行控制,进行张拉力控制的测力传感器精度不低于0.5级。实测单根张拉力与设计张拉力偏差不应大于±5%,总张拉力与设计张拉力偏差不应大于±3%。
混凝土强度不低于 45MPa,弹性模量不应低于 3.35×104MPa 方可放张。预应力筋采用整体放张方式,放张顺序宜为双向同步放张;预应力筋放张应匀速缓慢,单根预应力筋放张名义速度率不应大于2KN/S,放张过程中, 确保千斤顶动作同步。预应力筋放张完成后,依次撤除连接杆。
混凝土施工同第2.2条,分层布料分层浇筑,振捣频率控制在65~100Hz,分次振捣,振捣总时长不超过180s,限制表面泛浆厚度且骨料不宜明显下沉,振动结束后对骨料外露不明显的区域,再次布料点振,保证骨料外漏,板底粗糙度。每块板浇筑时间不宜超过 10分钟。
轨道板混凝土浇筑完成后,采用蒸气养护车间集中蒸养。轨道板浇筑完毕后即可运至蒸养车间,蒸养车间内的温度保持在22~30℃。轨道板蒸汽养护控制系统可依次控制轨道板蒸汽养护的静停、升温、恒温、降温过程并可自动记录,各阶段时间和温度可在计算机上远程设置和修改。蒸汽调节采用电磁阀或电动调节阀,每个蒸养池的温度独立由智能温控仪控制,允许各蒸养池处于不同的养护阶段,计算机实时记录各测点温度时间数据曲线。
轨道脱模后,先封锚再进行水中养护,脱模至水中养护时间间隔不宜大于 8h,并保持轨道板的湿润;轨道板水中养护不应小于 3d,且保温、保湿总时间不应少于10d。养护期间,养护水的温度不低于 10℃,轨道板表面温度与养护水温度之差不应大于 100℃。
封锚在室内进行,填压时的环境温度为5~35℃,封锚砂浆温度应控制在5~30℃。将锚枪枪头插至锚穴底部,挤出封锚砂浆,随砂浆注入逐渐撤出枪头,以保证排出空气,充填饱满。封锚时注意控制气流大小,以免挤出砂浆过多造成浪费或挤出太慢影响工效。封锚后及时采用收面枪及枪头旋转挤压砂浆,使成型面凹入轨道板表面2mm~4mm,收面时锚穴周围旋出的砂浆在其硬化前用铲刀铲除。收面后封锚砂浆应与锚穴内壁紧密结合,无肉眼可见裂缝;砂浆表面平整、光洁,无明显坑洞缺陷。
轨道板外形尺寸快速检测采用机器人快速扫描。各项检查数据存入数据库比对,形成检测结果。
关键工序 | 关键控制点 | 标准值 | 特殊过程 |
钢筋工序 | 1、绝缘电阻2、构造筋位置3、箍筋安放 | 不小于2MΩ±5mm±10mm | |
张拉工序 | 1、张拉值2、张拉速度3、预应力钢丝位置4、钢丝下料长度5、锚固板位置 | 横向:80kN纵向:80kN每根≤4kN/S±2mm±2mm旋转到螺纹根部 | |
混凝土搅拌 | 1、投料计量误差2、搅拌时间3、混凝土坍落度 | 胶材、外加剂、水:±1%粗细骨料:±2%2-3min80±20mm | |
混凝土浇筑 | 1、混凝土下料量2、振动时间 | 均匀2-3min | 混凝土浇筑 |
养护工序 | 1、养护温度2、养护时间 | 恒温:45℃,芯部温度≤55℃静停4h,升温1-3h,恒温6h-8h,降温2-3h | |
脱模工序 | 1、放张值2、放张速度 | 强度≥45MPa,弹模≥3.35×104MPa每根≤2kN/s |
在工程应用中,“台座法”生产工艺存在建厂费用高、张拉台座无法重复利用、板间连接机构装卸费时费力等问题。通过系统深化试验研究,流水机组法生产工艺已基本形成,其有利于实现轨道板生产机械化、信息化,作业人员专业化,可实现工装设备的重复利用。
目前赣深客专信丰轨道板场,采用流水机组法生产线,是在以往流水生产线总结经验、结合实际后,再升级后的二代流水机组法生产线。二代生产线在养护设施、自动张拉机等重要工序上做了升级改进。
铁路总公司及系统内各机构多位领导专家在2014年起陆续提出研发自动化、信息智能化轨道板生产工装的指示要求。在设计信丰轨道板场初期,经过多次专家研讨,最终确定由一代养护池的方式改为二代自动化蒸汽养护车间。在混凝土浇筑完成后通过旋转辊道以及双向电瓶车将浇筑完成的轨道板运送至养护车间预定台位,进行蒸汽养护。相比养护池3层钢模落层养护,减少了底层钢模的变形,保证脱模后轨道板的翘曲量,同时在入池方式上更加的安全,减少了人工脱钩,节约成本,降低安全风险。
相比一代流水机组法生产线,二代流水机组法生产线的自动张拉设备得到了全面提升,上代张拉机一种型号的轨道板就要配置一套张拉机,进行对应张拉。目前现用张拉机为一拖三式,能分别对常用板型(P5600、P4925、P4856)的轨道板进行张拉,采用纵向固定横向可移动的方式进行调整张拉手。相比一代减少了设备的投入,提高了功效。
流水机组法相比台座法,在轨道板翘曲、裂纹等方面通过对工装设备及工艺的改进,得到了极大的改进。
为防止轨道板钢模承受预加应力产生变形,钢模下部预设预应力钢棒并施以相应预紧力,以底模为支撑点与预应力钢筋张拉力形成杠杆结构形式。端、侧模整体结构承受轨道板内横纵向1280×1920kN预应力钢筋的拉应力。
根据设计,每套钢模重量13.4顿,每块轨道板重7.8吨,总重约21吨的要求,钢模内置30根自上而下长580×宽120×厚80mm的高强度钢柱作为钢模外支撑体系,底部采用钢结构支撑体,预压应力外置,避免钢模边部受压变形,保证钢模的整体结构稳定性。因为是预应力钢膜,在生产前可对钢模进行预应力调整,调整钢模的预拱度,保证脱模后轨道板的翘曲在误差范围内,通过预应力的调整,保证了精度,轨道板的翘曲得到了有效的控制。
台座法脱模方式为四个千斤顶同时起升使轨道板脱离底模,但因操作千斤顶为人工操作,在脱模时存在误差,造成起升高度不同,承轨台收到挤压造成裂纹,并且起到套管处也容易造成贯通裂纹。流水机组法通过对起升设备的改造,改变起升的方式,由人工起升变为机械水平起升,减少人工操作偏差,有效的保护了承轨台及起到套管处不受外力影响,减少了裂纹的产生。
从笔者本人参与板厂完成25000块板CRTSⅢ生产,产品质量100%合格,产品质量稳定。国铁集团、昌九公司、质监站、当地政府部门等单位多次检查,对“四化”实际应用及取得成果给予肯定,坚持持续改进,持续创新,进一步固化产品质量。因此,目前从生产效率、生产成本、产品质量、信息化应用等方面取得阶段性的成效,远期高铁建设CRTSⅢ型无碴轨道板发展使用空间非常利好。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



