江苏四方锅炉有限公司 徐州 221142
摘要:通过P62P2-H08Mn2MoA及EF3两种焊丝的对比焊接工艺评定,选出合适的焊材及确定合理的焊接工艺,为设备的制造打下基础。
关键词 热过程 焊材 焊接工艺评定
1 前言
公司承制的260t电站锅炉设备,锅筒采用P355GH钢,厚度为100mm,锅筒钢板卷制时,受卷板设备限制,纵焊缝焊后需进行高温正火复校圆,并且锅筒所有焊缝焊接完工后需进行整体焊后消除应力热处理,即锅筒纵焊缝需要经历复校圆的正火热处理及最终消除应力热处理。本文将根据锅筒纵焊缝所受到的热过程,进行焊接工艺评定试验,确定合理的焊接参数及焊材。
2 P355GH焊接性分析
P355GH钢是按照EN10028-2标准生产的碳锰钢,化学成分见表1,力学性能见表2,供货状态一般为正火,金相组织为铁素体加珠光体,属于低合金高强度钢。
依据国际焊接学会推荐的碳当量计算公式计算出P355GH的碳当量Ceq=0.438(按标准值的上限计算),碳当量在0.4<Ceq≤0.6范围内,有一定的淬硬倾向,易产生冷裂纹,并且由于板厚较大焊接接头拘束度较大,需焊前预热、保证层间温度大于预热温度、焊后需立即进行消氢处理。
表1 P355GH化学成分
C | Si | Mn | P | S | Al | N | Cr | Cu | Mo | Nb | Ni | Ti | V |
0.10~0.22 | ≤ 0.60 | 1.10~1.70 | ≤ 0.025 | ≤ 0.010 | ≥ 0.020 | ≤ 0.012 | ≤ 0.30 | ≤ 0.30 | ≤ 0.08 | ≤ 0.030 | ≤ 0.30 | ≤ 0.03 | ≤ 0.02 |
表2 P355GH力学性能
板厚t | 抗拉强度MPa | 屈服强度MPa | 伸长率% | 冲击吸收能量AKV/J | ||
-20 | 0 | +20 | ||||
60<t≤100 | 490~630 | ≤315 | ≤20 | ≥27 | ≥34 | ≥40 |
100<t≤150 | 480~630 | ≤295 | ≤20 | ≥27 | ≥34 | ≥40 |
3 焊接工艺评定
3.1 焊接方法、焊接位置及焊接接头的确定:
焊接方法采用双面埋弧焊,焊接接头见图1,试件规格为1500×200×100mm,背面采用Q345R钢板作为垫板,正面焊后,背面碳弧气刨清除垫板及清根。
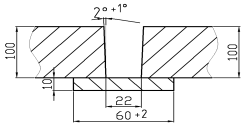
图1 焊接接头简图
3.2 焊接材料选择
根据纵焊缝经历的热过程,焊材选用两种焊丝进行对比试验:
试验一:焊丝选用P62P2-H08Mn2MoAφ4.0(标准符合GB/T12470及NB/T47018),焊丝满足标准中620℃/1.0h热处理的性能要求,焊剂选用SJ101;
试验二:焊丝选用EF3(标准符合AWS A5.23)φ4.0,焊剂选用SJ101,焊丝焊剂匹配的性能在订购技术条件内要求必须符合锅筒纵缝所经历的热过程(此焊材简称“模焊焊材”),即需符合930℃/2h+550/3.5h热过程。
3.3 焊接预热温度及层间温度
根据相关文件显示,当气温低于5℃和壁厚大于30mm时,P355GH钢焊前应预热100℃以上,同时,遵守层间温度不低于预热温度的前提下,预先确定层间温度控制在200~300℃
3.4 焊接工艺参数
焊前坡口表面及坡口周围20mm范围内清理至金属光泽,焊接过程中在保证预热温度及层间温度下,采用小电流、快速焊、多层多道焊。根据GB/T12470及AWS A5.23标准中焊丝力学性能试验要求的焊接参数,预定焊接工艺参数见表3。
表3 焊接工艺参数
焊层 | 焊接方法 | 焊接材料 | 焊接电源 | 电弧电压(V) | 焊接速度 (cm/min) | ||
牌号/型号 | 规格 | 极性 | 电流(A) | ||||
打底 | SAW | H08Mn2MoA(或EF3)/SJ101 | Φ4.0 | DCEP | 450~500 | 30~32 | 45~50 |
填充/盖面 | SAW | H08Mn2MoA(或EF3)/SJ101 | Φ4.0 | DCEP | 450~550 | 30~35 | 45~50 |
3.5 焊后后热
由于P355GH正火钢含有少量合金元素、选用的焊材合金元素比P355GH的合金元素含量更多、焊缝熔敷金属厚度大,在环境温度较低或板厚较大时,有可能出现马氏体淬硬组织及氢元素聚集积累现象, 为防止冷裂纹产生,焊后立即进行360±20℃/2h的消氢处理。
3.6 焊后无损检测
根据相关标准,确定焊后24h后进行100%RT+100%UT+100%MT检测,检测结果均为I级合格,焊接接头无裂纹。
3.7 焊后热处理 试件热处理工艺如下:
正火热处理:试件300℃以下入炉,升温速度≤150℃/h,保温温度及保温时间为930±15℃/2.0h,保温后出炉空冷。
消应力热处理:试件300℃以下入炉,升温速度≤55℃/h,保温温度及保温时间为550±20℃/3.5h,降温速度≤70℃/h,≥300℃控温,温度降至300℃以下时,可出炉空冷。
3.8 理化试验检验结果
3.8.1按照NB/T47014及《锅炉安全技术监察规程》进行力学性能及弯曲试验,检测结果见表4。
表4室温理化检测结果
检测项目 | 横向抗拉强度MPa | 纵向全焊缝抗拉强度MPa | 纵向全焊缝屈服强度MPa | 弯曲α=180°,d=4a | 冲击吸收功AKV/J(0℃) | 结论 |
合格标准 | 490~630 | 490~630 | ≥315 | / | ≥34 | / |
H08Mn2MoA试件 | 490/495;508/506; 527/503 | 446/454 | 303/298 | 合格 | 焊缝:144/103/135 HAZ:183/204/146 | 全焊缝拉伸试验不合格 |
EF3试件 | 546/555;553/556; 555/564 | 555/564 | 385/393 | 合格 | 焊缝:127/107/114 HAZ:250/255/240 | 合格 |
表5高温拉伸检测结果
检测项目 | 高温拉伸试验温度℃ | 横向抗拉强度MPa | 纵向全焊缝屈服强度MPa | 结论 |
合格标准 | 350 | ≥190 | ≥190 | / |
H08Mn2MoA试件 | 350 | 235/252/272 | 287/299 | 合格 |
EF3试件 | 350 | 259/274/245 | 352/326 | 合格 |
3.8.2 按照EN10028-2及GB/T228.2-2015进行350℃高温拉伸,检测结果见表5
3.8.3 根据《锅炉安全技术监察规程》进行金相试验:
金相试验结论:焊缝及热影响区的金相组织中无过烧、裂纹、疏松和超标的异常组织
3.8.4 试验结论
1、在其它条件不变的情况下,非模焊的H08Mn2MoA焊丝试验,全焊缝拉伸试验不合格,并且室温横向拉伸试验值接近标准下限;
2、根据锅筒纵缝所经历的热过程,模焊EF3焊丝能满足力学性能要求。
3、根据对比试验,明确了,焊材选择应根据焊缝所经历的热过程进行选择。
5 结语:
文章从P355GH钢材焊接性及锅筒纵缝经历的热过程出发,预选预热温度、焊接参数及后热等相关因素,进行不同焊丝的对比焊接试验,确定焊接相关因素及焊材,为产品制造提供了有力支撑,对以后锅炉压力容器制造焊接质量的控制具有重要的意义。锅炉压力容器是特种设备中常用的设备,它的应用环境具有一定的特殊性,一旦出现失效事故,其后果非常严重。因此,为了保证锅炉压力容器能够在规定条件下安全稳定使用,依焊接接头所经历的热过程进行选择焊材及进行焊接试验是非常必要。
参考文献
[1]陈祝年.《焊接工程师手册(第2版)》.北京:机械工业出版社,2010.
[2]叶卫平、张覃轶.《热处理实用数据速查手册(第2版)》.北京:机械工业出版社,2011
[3] 李俊林《锅炉用钢及其焊接》.黑龙江科学技术出版社,1988.
[4]NB/T47014-2011《承压设备焊接工艺评定.北京》.新华出版社.2011.
[5]ASME锅炉及压力容器规范 第Ⅱ卷 A篇及C篇.
[6]刘艳霞 刘洪波.P355GH钢焊接性试验.焊接与切割,2011年第16期.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



