中车株洲电力机车有限公司机电分公司,湖南株洲 412000
摘要:原CYTEC高速电主轴的松抓刀控制模块无法实时监控松抓刀状态,只能通过记录松抓刀液压回路流量脉冲,来判断松抓刀状态,刀具是否真正“松”、“抓”到位没有反馈至机床PLC。随着机床的使用,主轴出现刀具不能松抓到位的问题。现通过设计新的控制方法以取代原松抓刀控制系统,解决电主轴刀具不能松抓到位的问题。
关键词:CYTEC电主轴;松抓刀控制;PLC;龙门铣床;
设备采用CYTEC高速电主轴,是一款同步伺服电机,最大转速12000r/min,最大功率36KW。其松抓刀动作机构由液压驱动,松刀压力75Bar,抓刀压力55Bar。主轴内部并未像其它品牌电主轴一样设计拉紧碟簧辅助拉紧刀具,而是通过主轴内部特殊的“机械锁”来实现刀具锁紧,防止刀柄松脱。
基本原理如下:液压系统推动主轴内部松抓刀油缸动作实现有刀夹紧、无刀夹紧、松刀三个状态。在三种状态下,油缸中的油腔体积不同,所以安装在释放回路上的测量涡轮随油液流动而转动,涡轮的旋转由传感器检测,检测到的脉冲数量具有唯一性,再通过CyConK11模块内部计算比较,输出对应刀具状态信号至机床PLC,实现松抓刀控制。该方式对刀具的松抓刀状态无法实现实时监控,仅记录当前松抓刀状态的结果。
主轴松抓刀液压控制(刀具夹紧和放松):
1.1液压站参数:
流量6-10L/min,压力最大120bar。
1.2根据三位四通电磁换向阀的位置,有三种状态:
(1)刀具放松
三位四通电磁换向阀处在左位,刀具夹紧管路直通油箱(背压1bar),刀具放松管路内的压力55-120bar。
(2)刀具夹紧
三位四通电磁换向阀处在右位,刀具夹紧管路内的压力55bar,刀具放松管路直通油箱(背压1bar)。
(3)其它
三位四通电磁换向阀处在中位,刀具夹紧管路和刀具放松管路之间互相联通,压力1bar,并直通油箱(背压1bar)。
注:液压油只是驱动松拉刀机构发生的动作,在松刀和拉刀动作完成后,PLC须根据CyConK11发出的松抓刀到位信号控制三位四通电磁换向阀处于中位。
1.3刀具位置检测
脉冲测量计必须安装在刀具释放回路上,它能够检测出管路中流过油液的流量(双向均可检测),并转化为数字脉冲信号输送给CyConK11;由CyConK11把数字脉冲信号转化成对应的松刀到位、抓刀到位和无刀拉紧三个刀具位置的开关量信号并输送给机床PLC,如图1所示。
1.4松抓刀动作控制流程:
(1)松刀控制流程
主轴松刀信号→K11模块端子X2.0→控制松刀电磁阀动作→电主轴内部松刀油缸动作,主轴松刀→流量测量计采集松刀脉冲→K11模块端子X8→K11内部分析判断→通过K11模块X4端子,输出“松刀”信号至机床PLC。
(2)抓刀控制流程
主轴抓刀信号→K11模块X2.1→控制抓刀电磁阀动作→电主轴内部抓刀油缸动作,主轴抓刀→流量测量计采集抓刀脉冲→K11模块端子X8→K11内部计算判断→通过K11模块X4端子,输出“抓刀”信号至机床PLC。
(3)报警控制
流量测量计采集松刀脉冲超过K11内部设置定值,通过K11模块X4端子,输出“报警”信号至机床PLC。
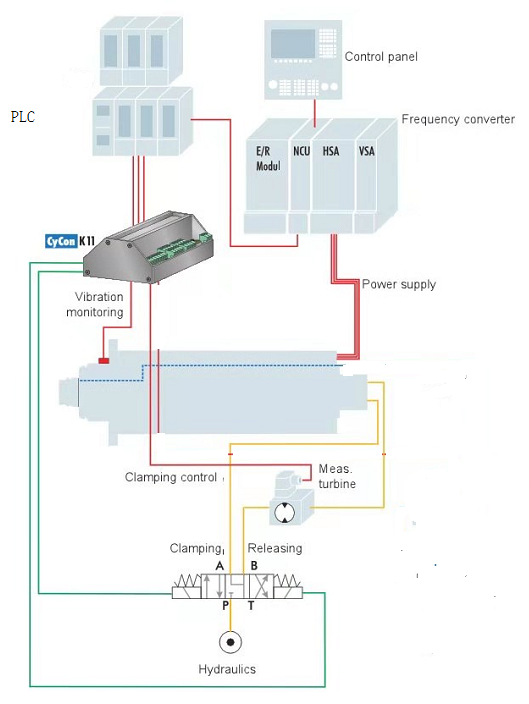
图1松抓刀控制原理图
改造前状态
机床电主轴松抓刀控制就是通过CyConK11模块进行控制,由于模块老化,内部元器件状态不稳定,造成主轴内部松抓刀液压缸偶发性行程不到位的情况发生,“机械锁”不能有效锁紧刀柄,刀具未抓紧,但系统检测却显示正常。刀柄在加工过程中受力时,由于“机械锁”未锁紧刀柄,导致刀具松脱,尤其是高速旋转状态下,一旦刀柄松脱,将对人员、工件等带来重大安全隐患。由于该K11模块是CYTEC公司独家专利技术,模块采购成本高、周期长,维修难度较大,通过采用三菱PLC替换CyConK11模块改造方案。快速有效的解决该问题。
实施过程
依据原有机床电气原理图,结合实际使用状态,完善机床的松抓刀控制逻辑,设计更新松抓刀电气原理图。图2所示。
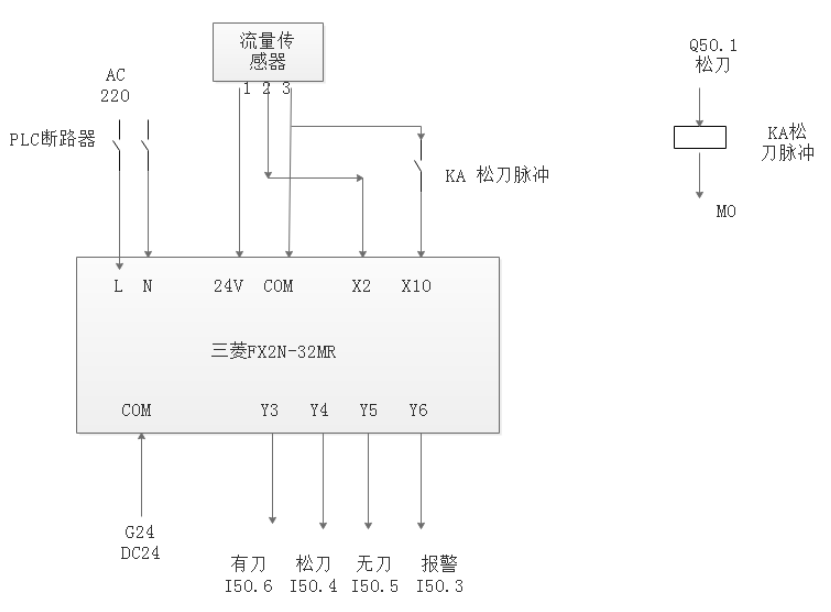
图2电气原理图
(1)完善抓刀压力检测
原机床未设计主轴抓刀压力监控,仅通过控制电磁阀动作,系统无法精准判断抓刀压力值。本方案通过更换双通道压力传感器,实现对主轴抓刀压力的采集和处理,实现系统对抓刀压力的实时监控,系统通过抓到压力值的监控判断主轴转到状态,大大提高了系统的可靠性。双通道压力传感器安装如图3所示。
(2)采用电磁隔离技术
原机床直接通过K11模块控制松抓刀电磁阀动作,由于电磁阀为电感性负载,在电磁阀通断过程中产生感应电动势,会对K11模块的电子元件产生不良影响,甚至损坏K11模块。通过机床PLC控制中间继电器,中间继电器驱动松抓刀电磁阀,使三菱PLC作为脉冲计数计逻辑判断专用模块,实现电磁阀感应电动势与三菱PLC的电磁隔离,提高系统的稳定性。
(3)设计松抓刀程序
通过自主设计松抓刀脉冲判断计算程序,控制功能的逻辑与K11模块内部逻辑功能完全一致。部分PLC程序如图4所示。
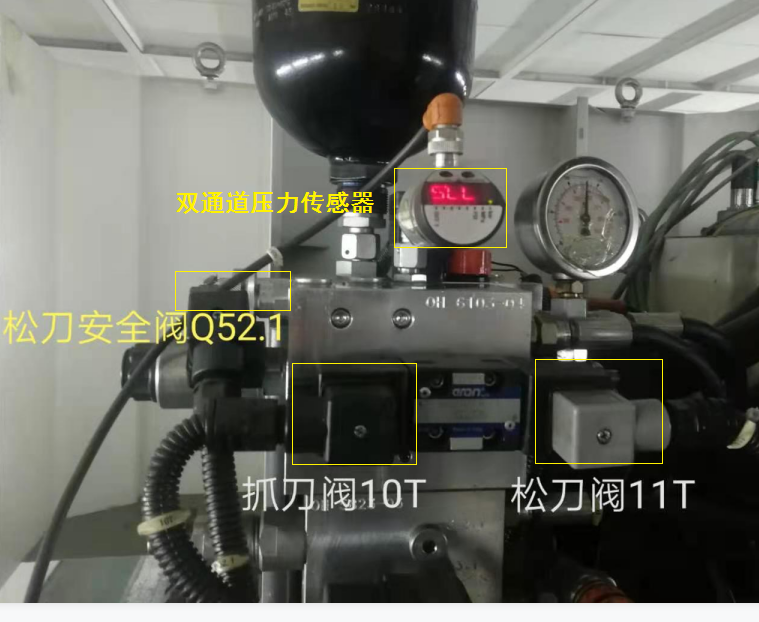
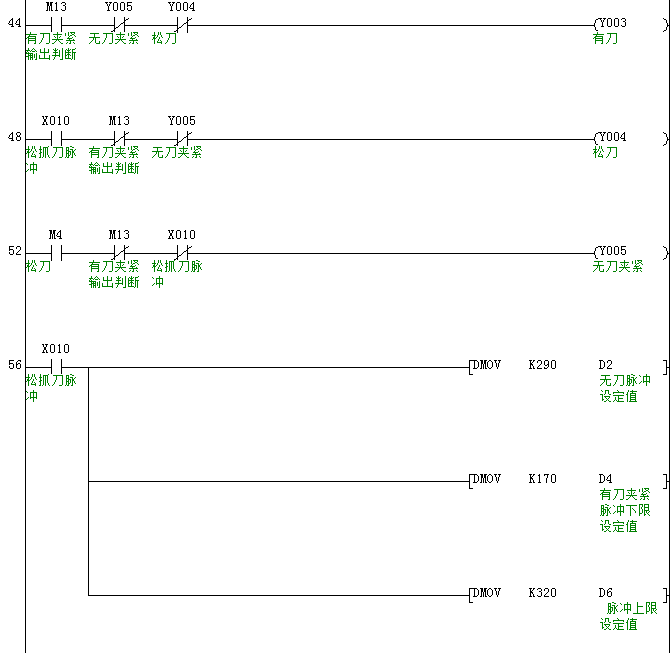
图3更换双通道压力传感器图4PLC程序
四、结论
通过采用三菱PLC替代原CYTEC电主轴松抓刀控制模块,机床刀具夹不紧“飞刀”的问题彻底解决,松抓刀动作稳定可靠,通过不断的调试,控制程序更加完善。实现了自研替代技术备份,避免国外专利技术“卡脖子”问题。
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



