中建二局安装工程有限公司廊坊钢结构分公司,河北省廊坊市 ,065000
摘要:钢板箱形梁是工程中常采用的结构形式,由顶板、底板、腹板、和横隔板、纵隔板及加劲肋等通过全焊接的方式连接而成。本工程为河北省第四节园林博览会项目,此桥名为梦泽桥,是园林博览会中的重要观景设施。本文从Tekla Structures 建模控制、装焊顺序控制、构件吊装翻身控制等几方面叙述了钢箱梁桥制作加工是精度是如何得以保证的。
关键词:精度控制;建模控制;装焊顺序;吊装翻身;
Precision control of steel box girder fabrication
Wang Xiaoqiang,Wang Peng,Gao Zhixian
Langfang steel structure branch of China Construction Second Engineering Bure-au Installation Engineering Co., Ltd., Langfang City, Hebei Province, 065000
Abstract: steel plate box girder is a structural form often used in engineering, which is generally made up of top plate, bottom plate, web, diaphragm, mediastinum plate and stiffener by all welding. This project is the fourth section of Hebei Province Garden Expo project. The bridge is called Mengze bridge, which is an important viewing facility in the Garden Expo. This paper describes how to ensure the manufacturing accuracy of steel box girder bridge from the aspects of Tekla structures modeling control, assembly and welding sequence control, component lifting and turning over control, etc.
Key words:engineering quality; precision control; modeling control; assembly and welding sequence; lifting and turning over;
1.1 工程简介
本次设计工程位于河北省第四届(邯郸)园林博览会(景观塔)位于邯郸市复兴区,东西桥结构形式为钢箱梁,西桥130m,共3跨,跨径布置为:(40+50+40)m;东桥130m,共3跨,跨径布置为:(40+50+40)m。东西桥纵断面均为直线坡段,无变坡点。桥面标准宽度:西桥6.4m宽,东桥5.4m宽;钢箱梁梁高:1.8m。下部结构桥台采用桩柱式轻型桥台形式,桥墩采用两个矩形墩接承台,钻孔灌注桩基础。两桥工程量约为910吨。

图1.1 景观桥实物图
1.2 钢箱梁桥简介
钢箱梁桥构件形式包括:结构断面形式为单箱双室,每座桥共7段,其中最长21米,最重约46吨,钢结构材质采用Q345qC。构件的拼装为由内到外,倒立组装。采用整体装焊法,制作反胎架,钢板打砂,构件制作过程中装配与焊接存在交替进行的情况。装焊完毕后分段出胎,喷涂油漆,分段吊装发运现场。
1.3工艺流程简介
钢材预处理。钢材进场后进行预处理,打砂之后喷涂一道15μm无机硅酸锌底漆,以防止在制作过程中因为制作周期长造成钢材生锈,影响后续工序。
零件下料。技术人员根据零件图进行排版,生成切割代码,完成下料。
胎架铺设。根据胎架定位图铺设胎架后,技术人员联合质检员对胎架进行验收,校对。
构件装焊。根据构件图,工人严格遵守技术交底要求进行组装、焊接、校正。
尺寸验收。构件流转到成品区,质检员对构件尺寸及外观进行验收。
油漆涂装。验收合格之后,对钢箱梁内部外部进行油漆喷涂。
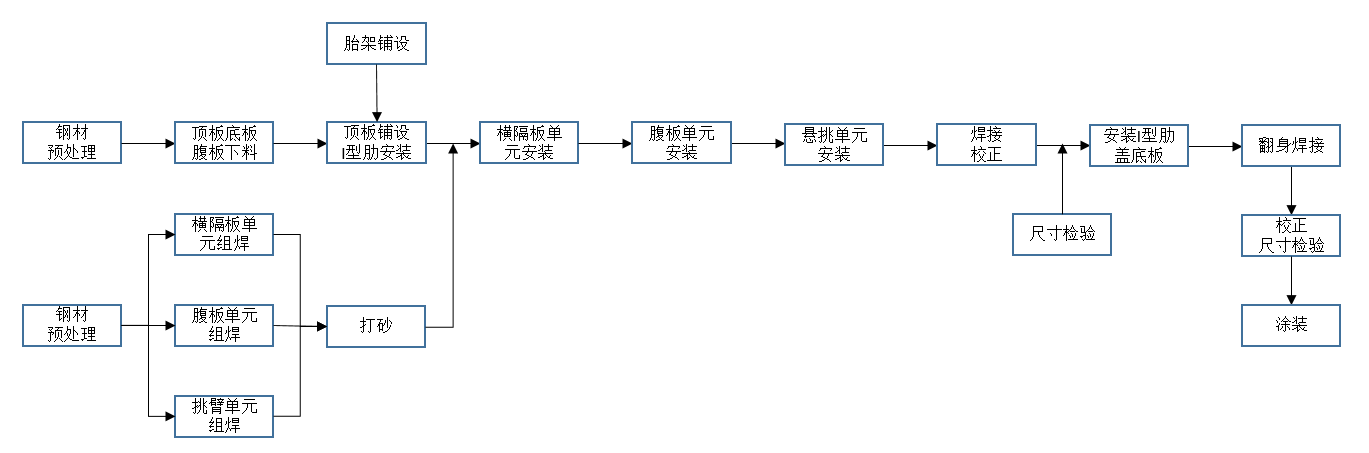
图1.2 工艺流程图
大桥纵向分7段,横向分2段共2个箱室,根据车间场地及构件进场顺序现从中段开始进行拼装,共分为三轮次拼装,上一轮次组拼完毕后留下一段作为下一轮次组拼的母梁。对其中一个桥进行拼装(出胎如下图所示)。

图1.3 出胎示意图
2.1 Tekla Structures 建模控制
深化人员根据设计蓝图运用软件Tekla Structures搭建出与实物完全一致的三维实体模型后,再模拟分析制作加工和现场安装是可能会遇到的问题,在满足工程要求以及国家规范的前提下减少不必要的材料损耗,细化构件的焊接方法,力学要求要求以及对接形式,而后生成工程所需资料。其中包括构件图、零件图、布置图、构件零件的清单等,车间根据生成的图纸进行加工制作。
根据Tekla Structures生成的零件图,技术部材料员运用软件SinoCAM设置好切割余量、折弯余量进行排料,将零件在钢板上进行排版,使钢板的利用率尽可能的高,而后生成切割代码,进行数控切割,使用平板数控等离子切割机进行下料。套料软件可以设置零件之间的间隙、零件补偿等切割参数,还可以控制引入引出弧形状及长度等,从而使得切割出来的零件精度很高,误差能够控制在2毫米以内。
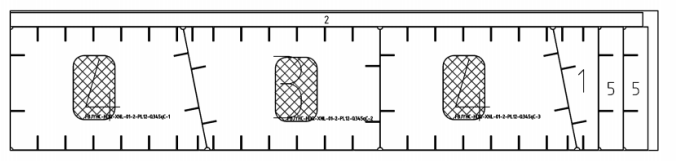
图2.1 零件排版图
2.2 胎架精度控制
胎架是对构件精度的影响最重要的因素之一,制作出精准的胎架尤为关键。
因为东桥西桥的走向不同,所以需要分别制作胎架。根据Tekla Structures模型导出的桥面走向图确定胎架支撑的水平坐标。再根据钢箱梁桥的桥面起拱值以及桥的整体坡度,确定其纵坐标。
以最低点为纵坐标原点,横向每1米设置一个支撑,因为每一排支撑都是沿着发现方向的,所以把桥面中心线展开确定最中间的支撑的位置,便可横向加上间距依次确定其横纵坐标。在整体设置胎架的高度,就得到每根支撑的横纵坐标,而后在校准好的水平台上根据胎架定位图搭建胎架,待质检人员验收完毕后方可进行装配工作。如下图,有了桥面走向示意图及桥面中心线展开图,根据场地确定好原点,所有的支撑点的坐标便都可知。
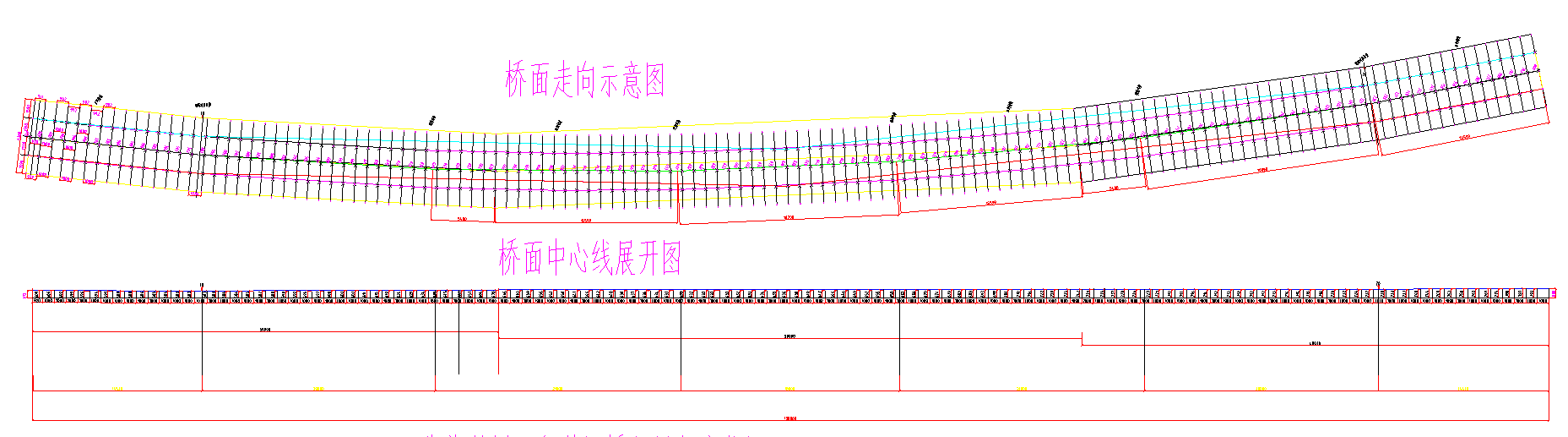
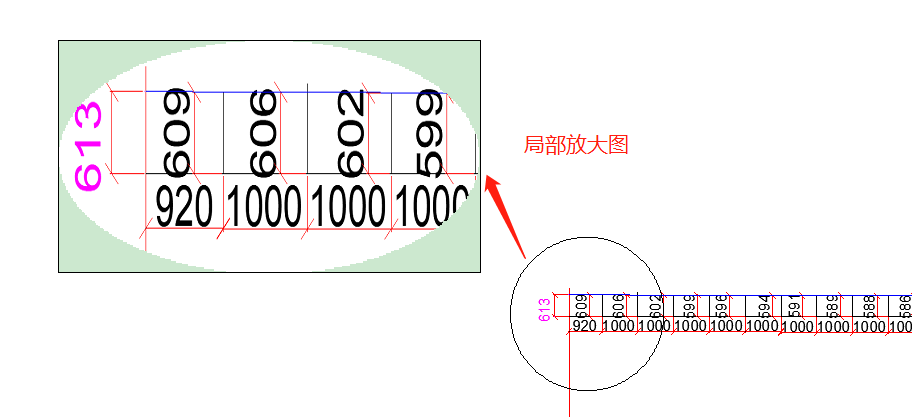
图2.2 胎架及局部放大图
2.3 装焊顺序控制
在施焊前要清理打磨焊道两侧30mm范围内的杂物、水、油污以及铁锈等影响焊接质量的杂物。确认好坡口大小及方向无误后方可施焊。
焊接顺序的基本要求:
(1)板单元及构件之间的拼接,必须先焊完横焊缝,再焊纵焊缝,便于应力释放,减小焊接变形。
(2)I形肋与顶板、底板、腹板、加劲肋焊缝等长焊缝应按600mm每段进行分段,采取分中分段退焊法,如下图1所示。在钢箱梁横向方向上,板肋每段焊缝的引熄弧应相互错开。
(3)其余焊缝(除立焊位置)应尽量采用分中对称焊,纵向焊缝从中间向两边对称施焊。最好有成对的焊工同时操作。
槽型拼装完成后进行焊接,焊接顺序如下图所示(先焊横隔板与顶板间焊缝①,接着焊接腹板与顶板间焊缝②,接着焊接内隔板与腹板间焊缝③,I型肋与顶板纵向焊缝④,I型肋与腹板纵向焊缝⑤最后焊接内隔板与I型肋焊缝⑥⑦)。
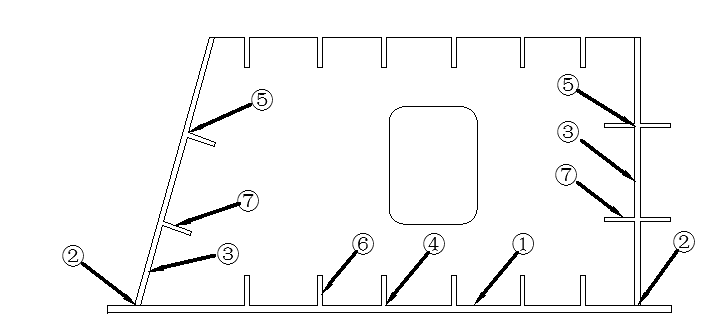
顶板、腹板和隔板焊接顺序示意图
2.4 翻身吊装精度控制
在槽型校正完成之后,才能盖底板,盖底板形成箱形体后变形无法再矫正。接下来进行钢箱梁分段翻身焊接底板与腹板、横隔板与加劲肋之间的焊缝。由于钢箱梁桥每段都在20米左右,重量均在30吨以上,吊装过程中容易引起摇晃侧翻等事故,因此既要保证吊装时人员不受到伤害,又要保证构件质量不受到影响。
在建模过程中深化人员运用力学软件计算出吊耳板的位置及厚度。在加工过程中车间也对吊耳增加了劲板,严格按照全熔透一级焊缝的标准执行焊接和探伤检测。吊装作业人员必须具备资格证,以及接受过本工程技术人员对其进行的吊装技术交底方可进行吊装作业。
脱胎过程中需要天车工与起重工的精准配合,在天车吊起时显示的重量与构件重量相等时,此时构件两个箱体之间在竖直方向上的力最小。再利用千斤顶将两个箱体在水平方向上顶开,此时脱胎动作即为完成。这样操作可以很大程度上减少构件在脱胎过程中的变形。
翻身吊装时先横向移动,如下图示意图,两个箱室的接口形状类似于字母C,也叫C型接口,所以不可以直接升高度使两个箱室分离开来,必须要先水平移动完成脱胎步骤后,再将构件进行两个90°的翻转,即完成了箱型梁的吊装翻身。

脱胎翻身示意图
本文从从Tekla Structures 建模控制、装焊顺序控制、构件吊装翻身控制等几方面等角度阐述了钢箱梁桥整体的精度如何控制。从开工准备阶段到安装完工阶段,针对可能出现的问题提前做出预防,对制作过程中出现的问题及时与深化和现场沟通,做出调整。保证了该工程质量的同时,也保证了邯郸园林博览会的如期举行,获得了业主的一致好评。
[1] GB50755-2012 钢结构工程施工规范[S].
[2] GB50661-2011 钢结构焊接规范[S].
[3] GB50205-2020 钢结构工程施工质量验收规范[S].
[4]胡鹏,朱沈来连续性组合型钢箱桥加工精度控制[J].施工技术,2019,48(S1):1217-1220.
[5]王伟锋,崔锡根.钢箱梁桥吊装精度控制技术[J].钢结构,2011,26(01):75-78.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



