富泰华精密电子(郑州)有限公司 , 河南郑州 450000
摘要:第5代移动通信网络的快速发展表明一个全新的移动通信时代已经到来。5G网络不仅提高了对通信技术的要求,也给手机机身造型设计带来了一定的挑战,对手机机身材质性能提出了更加严格的要求[1]。氧化锆陶瓷因性能优异,越来越多地被应用到手机后盖材质中,但其仍存在整体制备工艺水平不高的问题。本文就氧化锆陶瓷手机后盖的制备工艺进行分析,并对其未来前景加以展望。
关键词:氧化锆陶瓷;手机;制备工艺
近年来上市销售的众多知名手机品牌,都逐步推出了具有陶瓷后盖的的高端旗舰机型。手机陶瓷机身从一开始的2D直板型演变到如今的四曲面工艺造型。但是由于目前制备工艺水平的限制,陶瓷手机后盖产品的良率较低,且价格昂贵,所以目前只用于各大手机品牌的旗舰机型。今后,随着制备工艺日益成熟,同时得益于5G通信的快速发展,陶瓷手机后盖必定有广阔的市场前景。
1、氧化锆陶瓷材料概述
氧化锆陶瓷具有优异的物理性能及良好的力学性能,随着其成型技术的发展,在医疗、电子产品和传感器等众多领域均有广泛的应用。后盖采用氧化锆陶瓷材质的手机机身具有良好的通信信号透过率,信号接收能力强,其硬度、密度及抗弯强度等明显优于塑料和玻璃材质,并且具有无电磁干扰,不具备磁性的特点,同时,由于陶瓷材质具有良好的可塑性,通过对机身表面的细致处理可塑造出更加高端的视觉形象[2]。
氧化锆用作手机后壳材料具有良好的机械性能,具体表现在机械强度、耐磨耐腐蚀性、抗氧化性、热稳定性和热传导性等方面。同时采用特有的烧结技术可使氧化锆材料具备较好的可加工性,满足手机后盖的多曲面设计需求,从而实现产品的加工量产[3]。
2、氧化锆陶瓷手机后盖制备工艺
陶瓷手机后盖的制备工艺按加工顺序主要分为:干压/烧结、外形磨边、粗磨厚度、CNC内腔加工、CNC弧面外形粗加工、退火、精磨平面、粗抛、激光切割、CNC弧面外形精加工、精抛。氧化锆陶瓷属于脆性难加工材料,采用金刚石刀具用CNC机床进行加工,可以使其具有更为复杂精美的外观。CNC铣削加工对于陶瓷手机后盖成型十分重要。精雕机常采用高转速、快进给、小被吃刀量的切削模式进行铣削加工,调整合适的切削参数使陶瓷材料在加工过程中通过缺陷和裂纹的成形或延展、剥落及碎裂等方式去除,解决脆性材料难加工的问题。以下为氧化锆陶瓷手机后盖的主要制备工艺:
2.1 干压/烧结
氧化锆陶瓷粉体在压力作用下被压制成具有一定形状的致密坯体,这种坯体在烧结前是由许多单个固体颗粒组成的,坯体中存在许多气孔,气孔率一般为40%~60%。对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料。这一过程中出现的不良现象主要表现为表面翘曲、裂纹等缺陷,可以通过调节烧结温度曲线进行改良。
2.2 磨床加工
使用金刚石砂轮磨床对来料毛坯的外形四边进行磨边修平,对背面进行粗磨加工,减薄厚度,按照设计工艺标准加工至相应尺寸。进行外形修边及厚度减薄加工的毛坯,具有相应的精度,粗磨平面的背面作为CNC内腔加工的加工基准,精修四边能够实现CNC工序中自动检测分中定位的第3期张杰,等:氧化锆陶瓷手机后盖的制备工艺精度要求,满足相应的工艺基准[4]。
2.3 CNC内腔加工
氧化锆陶瓷手机后盖的CNC加工需要使用数控自动编程软件,加工前需要对相应的手机模型进行建模。CNC内腔加工对象主要是后盖的内腔曲面、内高及外围尺寸。使用磨床粗磨后的毛坯背面作为基准进行定位,制作亚克力材质的真空吸附治具,模型如图1所示。最外圈采用密封条进行密封,其余气槽保证真空吸附均匀。用自动探测探头进行四周分中和旋转补偿定位,选用不同目数的电镀金刚石磨头,通过粗、精加工分别将内腔及外形等加工至工艺要求的尺寸。
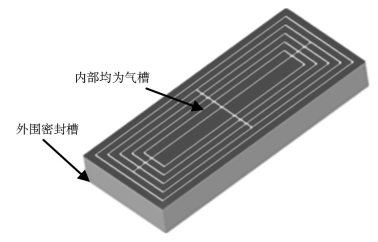
图1 亚克力材质的真空吸附治具模型
2.4 CNC弧面外形加工
CNC弧面外形加工主要是对手机后盖的外弧面进行加工,因此,CNC内腔加工时内腔面需要与夹具表面进行贴合定位,此工序一般需要根据手机内腔弧面,制作亚克力材质的真空吸附仿形治具,用自动探测探头进行四周分中和旋转补偿定位,然后采用不同目数的电镀金刚石磨头对外弧面进行粗、精加工。
2.5 精磨平面与退火
经过CNC外弧面加工的表面变形较大,翘曲严重,需要经过精磨修正平面翘曲。由于CNC加工及精磨平面工序去除的余量较大,此时工件的应力变形较大,需要通过退火处理消除应力。
2.6 粗抛与激光切割
经过两道CNC加工工序,磨头会在工件表面留下明显刀印,需要进行粗抛去除,粗抛后进行摄像孔及闪光孔的激光切割。粗抛工序放在激光切割之前是因为激光切割工序会产生很多碎渣留在切割表面,粗抛时碎渣脱落会划伤工件表面导致良率降低。同时,由于激光切割产生的碎渣残留,需要对工件进行CNC精加工
[5]。
2.7 CNC弧面外形精加工及精抛
采用电镀金刚石磨头对激光切割过的孔及弧面外形进行精修,达到表面质量及尺寸要求后进行精抛加工,以达到最终产品要求。
3、氧化锆陶瓷手机后盖发展前景
在5G通信技术广泛应用之后,陶瓷材料在手机后盖设计中的应用价值随之凸显。以氧化锆材料为主的特种陶瓷材料具有优良的通信信号透过率、其在硬度、密度及抗弯强度等方面优于手机后盖常用的塑料及金属等材质从而更为坚固耐磨损。且该材料有较好的可加工性,能够经过多种加工工艺实现生产,实现手机后盖的多曲面造型设计。氧化锆陶瓷原材料探明储量丰富,是5G时代优秀的非金属手机后盖材料,具有较高的应用价值和广阔的发展前景。
参考文献:
[1]于程杨.陶瓷手机后盖的应用价值探索[J].工业设计,2019(4):85-87.
[2]于程杨,宋瑞波.陶瓷材料在手机外观配件设计中的应用研究[J].山东工业技术,2017(13):282-283.
[3]蓝海凤,黄永俊,李少杰,等.精细陶瓷在智能手机上的应用及其制备工艺[J].陶瓷,2018(5):63-70.
[4]姚嘉炜.氧化锆陶瓷材料的制备新工艺与组织性能[D].广州:华南理工大学,2019.
[5]李祯,岳建设,李尔波,等.常压烧结致密氧化锆陶瓷[J].咸阳师范学院学报,2018,33(6):67-69.
作者简介:
朱慧峰,男,1984年2月4日,河南新乡,大专, 助理工程师。
郭献,男,1989年12月2日,河南郑州,本科, 助理工程师。
勾东山,男,1990年2月14日,辽宁锦州,本科,助理工程师。
王靖风,男,1989年7月10日,河南南阳,大专, 助理工程师。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



