广西银亿新材料有限公司 广西玉林 537624 作者身份证号: 53038119910921****
摘要:目前硫化矿湿法冶金浸出的主流工艺为“氧压浸出”,配套的设备有氧压釜、缓冲罐、闪蒸罐、调节槽等,该系统对设备的耐压性能有很高的要求,主体投资大,同时存在安全隐患,业内出现过多起氧压釜爆炸导致人员伤亡的事故。随着工艺技术的不断创新改进,通过对硫化镍微负压浓硫酸焙烧浸出实验研究,证明了该工艺的可行性生产,主要有硫化矿投料、焙烧浸出、浆化溶解、硫磺阻断、尾气吸收等设备的组合,主要优点有,在微负压条件下,安全、高效浸出;该方法对设备的耐压性能要求低,主体投资小,适合大生产使用。本文主要介绍硫化镍微负压浓硫酸焙烧浸出生产过程中的具体步骤及注意事项(原理:NiS+2H2SO4=NiSO4+S+SO2+2H2O)。
关键词:硫化镍 浓硫酸 微负压浸出
流程简图
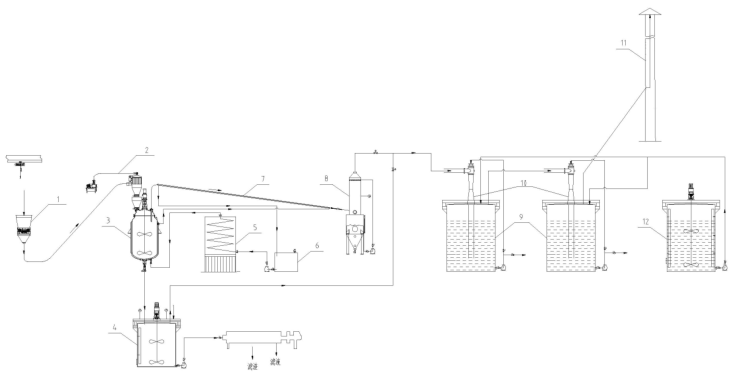
设备编号:破碎机(1)、真空上料机(2)、夹套反应釜(搪瓷反应釜)(3)、溶解槽(4)、导热油炉(5)、导热油储槽(6)、夹套尾气管(7)、脱硫塔(8)、尾气吸收槽(9)、喷射器(10)尾气处理装置、尾气排放管(11),吸收液配制槽(12)
浸出过程中的步骤及注意事项
步骤1,开启负压系统:开启尾气吸收槽(9)的第一循环泵(91),通过喷射器(10)的作用使夹套反应釜(3)、溶解槽(4)、脱硫塔(8)内保持微负压状态。
注意事项:真空系统开启前,首先应检查确保尾气吸收槽(9)内吸收液充足且合格,吸收液不宜太多,需要保留给喷射器(10)足够的喷射空间,以达到拉负压的要求,吸收液太少会达不到处理尾气的效果。
步骤2,反应釜加酸:投料开始前,首先计量所需投入的硫化镍原矿重量,根据原矿重量计算出所需加入的硫酸量,然后开启夹套反应釜(3)搅拌,根据自动控制装置在控制屏上输入加酸量,启动硫酸泵,自动加酸,加酸完成后,自动停止。
注意事项:在加硫酸前,首先先确保反应釜卸料阀门处于关闭状态;查看反应釜釜温,加酸前釜温与硫酸温差不能超过110℃(防止爆瓷),若超过则必须通冷油降温后才能加酸;搅拌开启后观察搅拌有无异响、振动;观察釜压为负压状态,若不是,及时检查真空系统,正常才可进行下一步操作。
步骤3,投料:通过起重设备将硫化镍粉料送入破碎机(1)料斗,碾碎结块部分,由真空上料机(2)送入夹套反应釜(3),加料完成,关闭进料阀。
注意事项:投料系统还包含真空收尘系统,因为硫化镍原矿比较干,水分含量不到10%,在破碎投料过程中会产生大量的粉尘,所以投料开始前,首先应启动真空收尘系统;停止碎料时,优先关停破碎机后停除尘系统。
具体操作流程:①检查设备状态情况,确保运行正常;②开除尘系统;③开破碎机,吊硫化镍原矿碎料;④关停破碎机,除尘器;⑤真空上料;⑥上料完毕后,停止真空上料机,清理现场。
步骤4,浸出、溶解:在保持夹套反应釜(3)、溶解槽(4)、脱硫塔(8)内微负压的前提下,开启导热油炉(5),加热夹套反应釜(3)和夹套尾气管(7),当温度达到工艺要求温度时,保持此反应温度,记录反应时间;完成浸出反应后,开启导热油炉(5)冷油,对夹套反应釜(3)进行降温,待物料温度降至120℃时,可停止降温,将物料卸入溶解槽(4)。
注意事项:导热油炉升温的过程中,需保持在5-10℃的范围内对夹套反应釜缓慢预热升温,升温过程中,油温与釜温温差不能超过110℃;反应结束后,降温的过程中需先预热冷油温度,使冷油温度与夹套反应釜温差保持在120℃以内,然后对物料缓慢降温;排料过程中,注意真空负压-2~-1KPa,防止SO气体冒出,污染环境。
步骤5,硫磺阻断:夹套反应釜(3)中反应开始时,开启脱硫塔(8)中的第二循环泵(85),釜内产生的尾气由夹套尾气管(7)进入脱硫塔(8),塔顶的喷淋液将尾气中的硫磺蒸汽冷却,变成固体,实现硫磺蒸汽截留,汇聚于脱硫塔(8)的沉沙段内。
注意事项:在硫磺阻断的过程中,喷淋液的液位需保持在套尾气管(7)的进口以下,不能没过进气管口,影响喷淋效果,同时影响尾气的吸收速率。
步骤6,尾气吸收:剔除硫磺蒸汽的尾气,多余的尾气继续进入尾气吸收槽(9)净化,符合国家相关标准后排放。
注意事项:尾气吸收过程中,需随时监测吸收液的合格情况,随时查看吸收效果以及抽负压情况,以免因吸收液不合格而影响整体工作运行。
步骤7,渣液分离:物料排放到溶解槽(4)内后,还需要开启搅拌反应溶解5-6h,使物料充分溶解分散,达到溶解效果后,开启输送泵输送到压滤机进行渣液分离。
结论
通过对硫化镍微负压浓硫酸焙烧浸出实验,确定其生产的可行性,本文根据实验结果得出的最佳工艺条件,结合现场实际生产过程,分享实际生产浸出过程中的步骤及注意事项,确定该工艺在微负压条件下,能安全、高效浸出,且对设备的耐压性能要求低,主体投资小,适合大生产使用。
参考文献:
【1】田建华.硫化镍精矿微负压浓硫酸焙烧浸出试验研究【J】.世界有色金属,2020(3):19-20.doi:10.3969/j.issn.1002-5065.2020.03.011

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



