青岛德固特节能装备股份有限公司,山东 青岛 266000
摘要:余热锅炉设置于炭黑生产装置空气预热器之后,主要是利用高温炭黑烟气与水间接换热产生蒸汽,用于回收部分炭黑烟气显热,并减少二次急冷水量,提高炭黑尾气热值。炭黑的生产过程,也是能量回收的过程,是能量回收的主要设备之一。而管头是余热锅炉的重点结构形式,无论设计选型,还是加工制造顺序都直接影响到余热锅炉的使用寿命。本文通过对先胀后焊技术的分析研究,对管头进行宏观分析比对,以验证先胀后焊的效果。
关键词:先胀后焊;胀接工艺;焊接工艺;余热锅炉
1 概述
《GB151-2014热交换器》中对于换热管与管板的连接给出了三种方法,强度胀接,强度焊接,胀焊并用。对于余热锅炉的管头,因其工况存在间隙腐蚀的可能,目前公司常用换热管与管板的连接方法为第三种,胀焊并用,先焊后胀。使余热锅炉有更好的密封性和力学性能。而此种技术在应用过程中收到客户反馈,仍存在管头腐蚀的情况。经分析,采用先焊后胀技术,胀接过程会对换热管与管板的管头焊缝产生一定的外力,而由于换热管与管孔的不同心,胀接时换热管管头处被焊缝束缚,内壁受力不均,造成管头焊缝处的局部应力集中,从而导致在极端工况时此处最先失效。经过研究讨论,针对炭黑领域余热锅炉的特殊性和不确定性,相关人员制定了一个合理的胀焊工艺参数,在保证消除间隙的同时,通过逐步调试设备满足标准要求的贴胀胀度,通过对试样的宏观分析,先胀后焊工艺的应用达到了预期的效果。
2 方案制定
(1)试样准备:准备一组共12个管头的管板角接接头试件,管板材料为Q345R,厚度30mm,换热管材料20#,规格φ76x5。换热管与管板连接接头型式如下1:
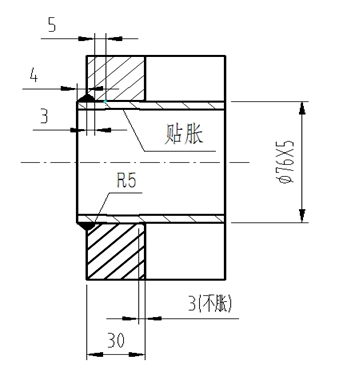
图1 换热管与管板连接接头型式
(2)执行标准:选用《GB/T151-2014热交换器》,胀度选用第6.6.1.4条,2%-3%。K x100%.式中:K-以管壁减薄率计算的胀度,%;d2—换热管胀后内径,mm;di—换热管胀前内径,mm;b—换热管与管板管孔的径向间隙(管孔直径减换热管的外径)mm;δ—换热管壁厚,mm;
x100%.式中:K-以管壁减薄率计算的胀度,%;d2—换热管胀后内径,mm;di—换热管胀前内径,mm;b—换热管与管板管孔的径向间隙(管孔直径减换热管的外径)mm;δ—换热管壁厚,mm;
(3)工艺顺序:采用先胀后焊工艺顺序进行制造,目视检查无缝隙,用手触摸有棱台,避免漏胀,焊后切割管头试样,对焊缝进行宏观金相检测接头性能。
(4)胀接设备:
①电动胀管控制仪P3Z1系列,生产单位:吴江市长江特种设备工具厂,如图2

图2 电动胀管控制仪
②深孔式φ76x5x14-17胀管器,如图3
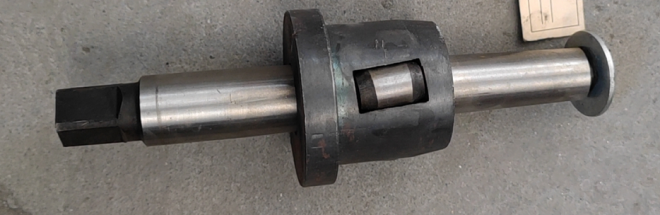
图3 深孔式φ76x5x14-17胀管器
3 工艺实施
(1)管端应用机械或手工方法进行打磨清理,打磨清理长度符合GB/T151-2014的规定。使其露出金属光泽,打磨后的管子表面不得有起皮、凹痕、裂纹和纵向沟槽、棱痕等缺陷。选用合适的胀接参数,定值器设置2档21,1遍。未避免影响管头焊接,润滑剂选用洗洁精,便于焊前清理。
(2)先对12件试件进行预胀,经目视及背面透光检测无间隙为合格,记录相关数值;
(3)焊接管头,焊接方法选用GTAW,手工氩弧焊,焊丝采用ER50-6φ1.6/2.5。电流选用160-180A,电压10-14V,焊接速度7-12cm/min,保护气体选用氩气Ar,纯度99.99%,气体流量10-15L/min。焊接遍数为3遍,分别为打底焊、填充和盖面。打底焊为自熔,根部可全焊透,第二遍和第三遍为填丝焊接。焊后复测胀接处的内径,记录相关数值,计算焊后胀度。
序号 | 胀接处 | di | 换热管外径 | 管板孔径 | b | 焊后k | |
0-180° | 90-270° | ||||||
1 | 67.45 | 67.46 | 66.2 | 75.9 | 76.95 | 1.05 | 2.0% |
2 | 67.52 | 67.45 | 66.23 | 75.9 | 76.95 | 1.05 | 2.4% |
3 | 67.49 | 67.58 | 66.13 | 75.8 | 76.95 | 1.15 | 2.1% |
4 | 67.48 | 67.44 | 66.15 | 75.8 | 76.93 | 1.13 | 2.0% |
5 | 67.50 | 67.49 | 66.15 | 75.8 | 76.95 | 1.15 | 2.0% |
6 | 67.61 | 67.65 | 66.23 | 75.8 | 76.98 | 1.18 | 2.0% |
7 | 67.50 | 67.57 | 66.11 | 75.8 | 76.97 | 1.17 | 2.2% |
8 | 67.54 | 67.55 | 66.13 | 75.8 | 76.99 | 1.19 | 2.2% |
9 | 67.51 | 67.51 | 66.12 | 75.8 | 76.98 | 1.18 | 2.1% |
10 | 67.47 | 67.45 | 66.11 | 75.8 | 76.96 | 1.16 | 2.0% |
11 | 67.41 | 67.39 | 66.12 | 75.9 | 76.98 | 1.08 | 2.1% |
12 | 67.42 | 67.65 | 66.13 | 75.9 | 76.99 | 1.09 | 2.0% |
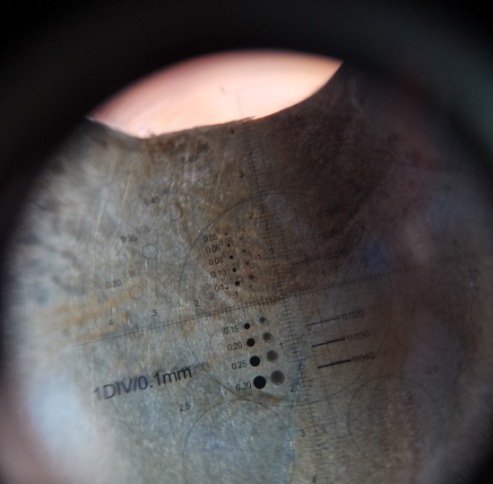
(4)经计算,胀度满足《GB/T151-2014热交换器》第6.6.1.4条,2%-3%的要求。将焊接完成的试样,切割成4份,对接头处截面进行宏观分析研究,发现接头处截面成型良好,12件管头截面根部全焊透,换热管外壁与管板内壁紧密贴合,无间隙,如图4。
图4 焊接完成试样的切割
4 结论
(1)经过对胀接数据分析发现,影响胀度的因素较多,而在这些因素中,管板管孔的因素可不考虑,因为管孔是经过精密机械加工而成,精度可控。而换热管的外径,壁厚则因为其成型工艺差别较大。此次试验在胀接前对换热管的外径和内径逐支测量,以追求试验结果的准确性。但在实际生产过程中,我们无法做到对每根换热管进行端部测量。因此,制作胀接试样尤为重要,通过对切割后的试样分析研究,我们发现,在换热管内径和外径不一致的情况下,选择合适的胀度可以消除换热管与管板间的间距,同样也可以获得满意的胀接后形态。
(2)对切割后的试样进行宏观金相分析研究,换热管与管板接头剖面轮廓清晰可见,接头打底及盖面焊缝未受胀接影响,根部全焊透,熔深满足图纸要求。完工的换热管与管板接头未收到外力影响,组织分布稳定。先胀后焊技术应用在试样上取得成功。但是余热锅炉的工况极为复杂,无论是运行时的受力状态,还是面临的存在间隙腐蚀或碱腐蚀等的复杂环境,同样包括水质都会对管接头造成危害,因此,应用先胀后焊技术的焊接接头在实际产品上的表现是最具说服力的,目前我公司采用先胀后焊技术制作的余热锅炉已经无故障运行3年。
参考文献:
[1]陈永宁.黄曰侯.换热器胀接接头质量控制的讨论[J].石油化工设备,1986,15(8):17-24.
[2]周毅.金相检验的地位、作用和检验技术[J].乌鲁木齐:应用技术,2010.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号