沈阳飞机工业(集团)有限公司 110850
摘要:本文介绍了某机型复杂结构件的数控加工方案,对类似带有较为突出结构的零件加工过程进行了分析。对其中产生的应力变形问题、尺寸精度保证、深孔加工等问题进行了分析和解决。通过加工仿真及试加工,最终确定加工方案并结合采用合理的装夹方式、对主要工艺流程进行梳理、选定合适的机床和刀具等,也为后续类似项目的加工提供借鉴。
关键词:数控加工,钛合金,变形,装夹方式
引言
随着航空制造业的飞速发展,数控加工技术的不断提高。飞机内部结构设计不断优化,对零、部件设计的整体性要求越来越高。为了服务于零件设计的提高,如何优质地实现零件的生产加工,已经成为了当前的主要研究方向。本文以该零件为例,阐述了制造加工中产生的问题和解决方案,选用最优数控加工技术实现零件的优质数字化加工的方法。
一、零件介绍
本次工艺研究基于某机型复杂结构件,该零件主要以组合件的形式与多轴连接。零件外廓尺寸164mm×115mm,该零件高度结构中含有一高68mm的中孔长柱。零件孔加工尺寸和腹板厚度精度要求较高。
二、材料分析
零件材料为常见的高强度钛合金。特别适合制造飞机机身和起落架的大型承力结构件。
三、零件结构分析
该零件主要为单面结构,外形轮廓为片状轮廓。但由于底面棱边含有倒角,且为保证腹板尺寸精度仍需采用双面加工。腹板上有不同结构的梯形和圆柱凸台。其中有四处凸台上又带有一个小凸台,里面钻有螺纹孔在装配件之间起连接作用。头部位置为弧形结构并在侧壁钻两个螺纹孔在静片旁侧位置有一高68mm长15mm宽12mm的立柱,其内部含有一总长85mm孔径Φ10的通孔。零件腹板厚17mm、凸台高度42mm。由于毛料为自由锻块状结构,那相对突出的立柱为零件后续加工带来了很大困难。
四、零件关键尺寸
零件底面为A基准;腹板厚度17(0 -0.043);圆柱孔4×Φ12H8与基准A垂直度0.05;所有圆柱孔之间间距62.23±0.03;圆柱孔与中间圆孔间距44±0.03。85mm长圆柱孔Φ10H11。耳片孔2×Φ13H8。
五、加工难点
1、首先由于装配性对零件腹板厚度精度要求很高,这就需要在精铣之前重新校正基准A,需要多翻一次面。而已经加工过的表面结构为高度不一的凸台,对再翻面加工时装夹问题带来困难。
2、零件腹板17mm,最高凸台高度42mm,立柱68mm。这就要求毛料厚度至少为87mm。零件凸台上部材料几乎全部去除,金属去除量过大、剩余切削部分会产生较大的应力。很容易产生变形。
3、立柱尺寸较为细长,与周围凸台距离为13.2mm和15mm。为避免发生干涉加工刀具下刀深至少为70mm,对加工过程中刀具的选择和走刀路线要求较高。很容易发生颤刀和打刀的情况。
4、立柱内含有一深85mm孔,孔径和位置精度保证较为困难。
5、零件尾部耳片其中一孔为角度为88.3°的五坐标孔。且孔径精度较高,对加工机床选择要求较高。
六、工艺方案制定
通过零件结构分析可知,零件需多次翻面才能加工完成。这里我们为了提高效率,同时保证腹板精度,分5个工位加工完成。加工顺序为:正面加工—侧面加工—反面加工—镗孔—正面加工。机床选择为三坐标机床加工。镗孔选择某五坐标落地镗铣床。
在正面加工中有两种粗铣方式:粗铣圆柱凸台以上所有部分或粗铣出整体结构留1mm余量。
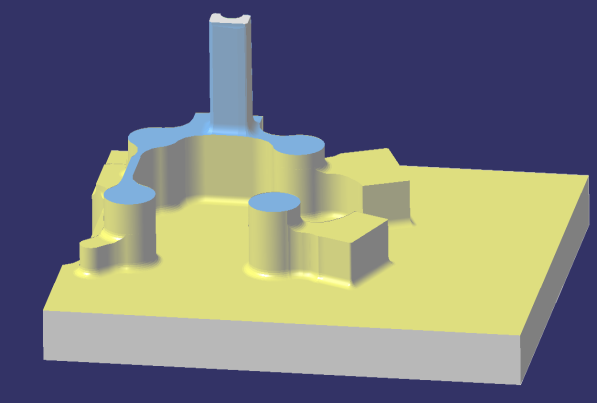
两种方式各有优缺点。粗铣圆柱凸台以上所有部分后零件上表面总体呈平面状态如图3,使后续翻面加工的装夹方便很多。但凸台下部结构余量依然很大,后续应力释放后依然存在变形问题;
粗铣出整体结构留1mm余量加工后如图4所示。多余材料去除率较高,但粗铣后结构较为复杂、后续翻面装夹相对困难。最后与一线工人讨论后选择了第二种粗铣方式。粗铣出整体结构,这样就可以在接下来的侧面和反面加工过程中完成时效,降低后期再加工变形的可能性。但保留装夹区域的平整结构,使翻面加工时装夹方便很多。

图3方案1粗铣效果图
图4方案2粗铣效果图
由于尾部耳片两孔中有一五坐标孔,不能采用镗工镗孔方式。因而转专用机床完成镗孔。镗孔过程中需采用压板压紧,所以需在铣外形之前完成。进而形成正面加工—侧面加工—反面加工—镗孔—正面加工的加工方案。
七、零件装夹方式
因为零件进行过构型更改,增加了68mm立柱和4个小凸台,所以初始工装不再适用所以采用自己制作工装。在第一次正面加工和侧面加工时采用虎钳夹紧零件底部两边和侧面底部两边。在反面加工时由于第一面结构基本已经成型,且高度较高。这就需要虎钳深度至少达到70mm,目前生产状况只能选用精密虎钳能满足要求。最后在第二侧正面加工时选用自制工装配合压板装夹,完成精铣内外形和切断。
八、关键尺寸控制
尾部耳片两孔径尺寸为Φ13H8,一孔垂直、一孔与基准A呈夹角88.3°。且该零件与其他零件装配关系为通过尾部耳片两孔的轴进行连接。为保证孔径精度、垂直度和角度精度,选用某五坐标落地镗铣床完成精铣和精镗。
圆柱孔与基准A垂直度φ0.05,对圆柱孔的垂直度要求较高,同样是基于轴承装配的要求。为了保证孔垂直度,采取先用中心钻点孔位,再粗钻孔的方式加工。使得钻孔时钻头不打滑,钻出的孔轴线与腹板表面垂直。同时在加工时,耳片上下表面在半精加工后留0.5mm余量,再进行最后的精加工。
圆柱孔之间的间距和与中间大孔精度0.03。使用某五坐标落地镗铣床一次装夹完成钻孔和镗孔,通过机床精度保证。
腹板尺寸精度17(0 -0.043),在反面加工后超平基准A,在加工基准A时确保刀具主轴不颤动,与加工基准面垂直。再精加工正面,保证正面加工所有尺寸精度。
九、刀具的选用
根据零件的结构和转角和底角半径的尺寸,满足立柱要求的下刀深。加工不同的部位选取了主要几把不同规格的刀具:
1、正面加工粗铣零件内形:
选用整体硬质合金立铣刀,规格D20R3,刃长40,下刀深90,齿数4
2、反面加工粗、精铣零件局部外形、行切倒角:
选用机夹式可换头铣刀,规格D16R3,刃长40,下刀深60,齿数4
3、正面加工半精铣、精铣内形、腹板:
选用整体硬质合金立铣刀,规格D12R3,刃长30,下刀深70,齿数4
4、补铣底R2部位:
选用整体硬质合金立铣刀,规格D8R3,刃长30,下刀深65,齿数4
5、粗、精铣外形:
选用机夹式可换头铣刀,规格D16R0,刃长15.2,下刀深90,齿数4
十、加工难点的解决方法
1、因立柱结构较为细长,还含有一深85mm的孔,且孔位置不完全包含于柱内,所以需在第一面粗铣前进行钻孔。但是孔径过深,在钻孔过程中很容易使钻头与孔中心产生偏差。为保证孔的垂直度和孔径精度采取双面钻孔。先在第一面加工时钻至48mm深,再在反面加工时完成剩余部分钻制。但这样带来的风险也很大,如果正反加工时基准不精确很容易使正反两孔中心发生偏差。所以在第一面加工前一定要先超平上下表面,保证上下表面基准的平行度。
2、立柱一侧呈92°斜坡,因采用三坐标机床加工所以需要行切加工出来。为防止行切切削力过大导致立柱弯折,先进行行切侧面斜坡再铣立柱外形。立柱与旁边凸台距离较小,只能选用D12刀具才能通过间隙,且其下刀深需≥70mm。这样的刀具在加工过程中极易打刀,所以在立柱上半部位选用普通下刀深刀具、下半部分选用长下刀深刀具精铣外形。
3、防止应力变形。在第一面粗铣时先尽可能的去除最多的内形余量,再经过时效释放加工时产生的应力。最后进行精加工内形,能很大程度上的减少应力变形。
结论
通过在工艺准备阶段对该零件的结构分析,对其可能在加工过程中产生的问题进行剖析,并基于现有生产状态给出更合理的解决办法。最终形成了完整的加工方案。结合仿真、加工结果的认证,解决了此类零件在生产加工过程中的难点问题。达到了零件优质高效的加工目的,为此类零件的生产加工提供了一种有效的加工思路。
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



