摘要:传统的化石燃料资源会对环境造成一定程度的污染。随着石油、天然气、煤炭等能源资源的不断消耗,全球变暖不断加剧,能源供应也不断出现危机。风力发电是一种新的替代能源,全世界可以利用风能1300亿千瓦,开发利用风能可以有效减少二氧化碳的排放。风力发电塔筒对发电机组有支持和吸收冲击的作用,塔筒为锥形,圆柱形,数量设置为3 ~ 4段,风力发电塔筒主要采用热轧低合金钢,确保塔筒椭圆度、直线度是关键,以确保生产的质量,需要根据不同的生产工艺进行精度控制。
关键词:风电塔筒;制造技术;质量控制
1塔筒制造流程
为了更好的保证风电塔筒生产的质量,设计部门有必要对加工图纸进行再次确认,并明确所采用的技术规范。做好塔筒加工生产的技术交底工作,与客户技术人员和用户进行沟通和联系,对设计图纸进行交流并指出设计中需要改进的地方,以便更好的结合客户的使用要求。技术部门需要组织设计人员对图纸进行细化设计,绘制出具有生产指导作用的工程图,制定出焊接工艺规程和制作工艺,在正式的制作以前还需要组织生产人员进行技术交底,让工作人员充分领会设计意图,避免在加工过程中产生偏差。还要做好材料的采购工作,法兰、钢材、附件等需要外购,应该严格筛选供应商,从技术经济性方面选择生产材料,对入场的材料进行检验,不合格产品应该退货处理。生产部门组织人员进行风电塔节制作,严格控制加工制作流程,加强质量检验工作。塔节制作好进行组对,对组对质量进行检验,组对完成进行焊接,然后,进行黑塔终检,后续进行塔筒内部元件的装配工作,再对塔筒成品进行验收,验收合格后,可以运输给客户。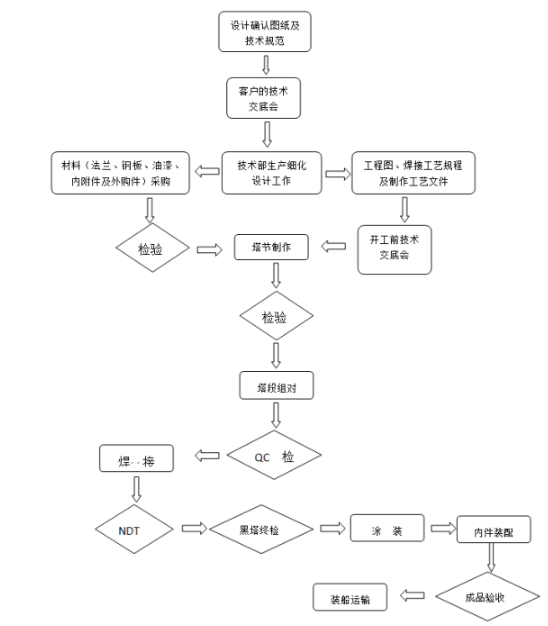
图1 制造工艺总流程
2.1材料与检验
钢材、法兰是外购材料,进厂后,需要对外观尺寸和厚度进行检验。钢板材料外观质量达到要求后,需要按照进厂数量总数的10%进行抽检,采用超声探伤对钢材进行质量检验,需要抽验合格率达到100%。法兰外形检验合格后,也按照进货总数的10%进行抽验,有用磁粉探伤和超声探伤,检测结合要达到国家相关要求。
2.2钢板下料
采用数控切割机进行钢板的下料,根据设计图纸和生产工艺先进行数控编程,保证设计的程序准确无误后再进行正式的下料。塔体板制作时,在切割后要保证每90°割一条基准线。下料后,需要对钢板瓦片进行编号,标记好对应的方向和方位线,标记好瓦片钢板出炉批号与钢板号,采用钢印方式标记于钢板上。风电塔筒体钢板切割尺寸偏差长度方向应该将误差控制在±2mm,板宽误差不可以超过2mm,测量位置不可以少于5个,对角线偏差应该控制在3mm以内。根据制定的零件工艺卡要求,需要保证切割好每个瓦片环缝、纵缝的坡口,坡口角度值达到以加工工艺需要,在进行组对前将坡口周围30mm范围进行打磨,保证达到足够的光滑度。
2.3卷板及调圆
在对风电塔筒进行卷板时,可以制作成弦长为1.2m样板进行长度控制,保证筒体与样板相互间的缝隙不超过2mm。卷圆加工时,需要对纵缝进行定位焊接,做好错边量的控制,在筒体坡口外侧,采用气体保护焊进行点焊固定,正式进行焊接时,还需要加装好焊接试板、引弧板及熄弧板。纵缝组对时,需要将筒体对接间隙限定在0~2mm,错边量控制在3mm内。调圆处理后,将风电筒节任何横截面圆度公差达到0.5D%的要求。
2.4纵缝焊接
先进行筒节内缝的焊接,完成内缝焊接以后,对背缝进行清根处理,将焊缝坡口完全暴露出来,再对背缝进行焊接。焊接作业过程中,当纵缝对接部位间隙值大于1mm,可以针对该部位应用气体保护焊进行打底处理,焊丝规格为φ1.2mm,采用埋弧焊应该保证焊丝规格为φ4mm。焊接作业时,层温维持在100~250℃,线能量控制在39kJ/cm,可以更好地保证焊线可以承受-40°冲击功。焊接作业完成后,需要根据质量检测标准对纵缝采用超声波探伤,使纵缝合格级别达到Ⅰ级。还需要对焊缝外观质量进行检测,查看是否存在咬边等质量缺陷,不合格的需要进行返工。纵缝焊接质量达到合格标准以后,需要将熄弧板、引弧板完全切除掉,对坡口部位进行打磨处理。将熄弧板、引弧板进行切除,可以利用切割片或割枪进行处理,不可以采用大锤方法对熄弧板、引弧板进行敲击。
2.5拼装
风电塔筒法兰节需要在拼装平台上完成,拼装作业前,需要先对法兰节瓦片、法兰对接部位周长进行准确的测量,对错边量进行估算。实际的拼装过程中,可以把法兰坡口部位向上放置,也就是保证上法兰颈部向上。将象限线、梯子安装中心线、筒节纵缝位置等方位线在法兰上标记清楚。拼装作业需要保证法兰与简节间不可以存在间隙,保证塔筒壁外部对齐,使局部错边量不超过1.5mm。拼装质量达到合格要求后,需要将外壁焊缝进行封焊处理。在环缝组对机或滚轮架上进行单元节接装,进行环缝的定位焊接,可以对简体周长值进行测量,这样可以很好地进行错边量的控制,如果周长值相差比较大,不可以进行强行进行拼装。还需要保证每个管节相互间的纵缝错开180°,使管节相互间隙尽量达到0,外壁要保证对齐,局部错边不应该大于2mm。管节拼装达到合格要求后,对外缝进行封焊施工,保证封焊施工质量达到牢固要求。单元节拼装施工后,对法兰孔位置度、环缝对口错边量、筒体两端面平行度、环缝对口间隙等进行检测,环缝对口错边量应该小于0.1tmm,t是钢板公称厚度,两板厚度差不可计入错边量。
2.6环缝焊接
先进行内环缝焊接,再对外缝清根处理,然后,进行外环缝焊接,当焊缝坡口金属完全裸露出来后进行正式焊接,严格按照焊接工艺要求组织焊接作业。层间温度需要控制在100~250℃。不可将筒体非焊接部位进行接地,接地线应该应用专用工装,焊材使用前进行烘干。进行多层焊接,需要将前层焊道进行清理,相同部位不可以进行两次以上的返修,T字头部位300mm不可认存在焊缝接头。法兰节焊接时,需要控制好内倾度,可以采用铝型材贴紧法兰面,结合实际的变形情况对焊接顺序进行合理调整。
2.7附件拼装及焊接
需要严格按照制定的工艺进行风电塔筒附件的安装,可以采用气体保护焊或手工焊。
结束语:
为避免塔截面在运输过程中变形,可采用米式支撑对法兰进行加固,并用螺栓拧紧。塔段应绑扎牢固,不能对腐蚀涂层造成损害。在塔段和支撑墩之间安装缓冲器。塔筒交接时,客户单位和监理单位应在清单上签字确认。
参考文献:
[1]华绪银.反向平衡法兰风电塔筒制作工法[J].中国新技术新产品,2020(09):60-62.
[2]王冠,李晨,张雪,许红,王鑫,迟绍宁.风电塔筒地脚螺栓断裂失效分析[J].现代制造技术与装备,2019(11):88-90.
[3]王康技,何康.风电塔筒的焊接和表面缺陷对防腐蚀的危害及修整方法[J].材料保护,2019,52(08):166-170+185.
[4]吴智泉,陈亮,张新,冯强,吴春,孙涛,杨佳霖.风电塔筒高强度螺栓大面积腐蚀分析[J].热加工工艺,2019,48(10):253-259.
[5]王嵛民.风电塔筒制作过程中质量控制关键点及要求[J].科技资讯,2018,16(27):35-36.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



