1贵州中烟工业有限责任公司贵定卷烟厂,贵州贵定 551300
【摘要】 文章旨在通过将刀头罩螺杆及底座进行改造,解决因刀头罩闭合困难、闭合时间长导致设备停机时间长、效率低下的问题。在滤棒生产过程中,操作工反映KDF2刀头罩闭合困难、处理时间长的问题,通过对导致这一问题的原因进行全面实验与分析,表明螺杆扭关锁紧失败是刀头罩操作耗时长的直接原因。进而从人、机、料、法、环、测六个方面导致螺杆扭关锁紧失败频次高的因素进行全面分析。结果表明操作刀头罩螺杆扭关时,螺杆底部圆盘与凸轮上的凹槽经常错位,导致刀头罩不能正常关闭,因此螺杆凸轮锁紧装置不能满足生产现场的使用要求,故确定改进锁紧装置中的凸轮及底座以解决刀头罩闭合时间长、闭合困难的问题。在此基础上,设计并验证螺杆底部螺钉的安装长度与刀头停转的关系,验证结果表明螺杆及底座的改造实现了设计目的并解决了KDF2刀头罩闭合时间长、闭合困难的问题,提高了设备运行效率。
引言
KDF2是德国虹霓公司生产的ZL22滤棒成型机组的国产化机型,其在某车间主要承担了爆珠滤棒的生产任务。为保证生产过程中滤棒的物理指标(如圆度等),需经常打开刀头罩用长杆毛刷清洁测量管、喇叭嘴处的胶垢。
一、刀头罩刀头罩闭合困难的的发现与调查
在某次例行保养工作时,操作工反映在清洁完成关闭刀头罩时,刀头罩闭合困难、闭合时间长,导致设备不能正常启动,影响了设备的运行效率。
为核实“KDF2刀头罩是否存在闭合用时长”这一情况,班组组织人员对此展开了调查。
为验证不同设备、人员对KDF2刀头罩闭合操作时长影响,小组组织了6位操作人员,选取2#、3#、6#滤棒成型机作为验证机台,每位操作人员依次对每台设备刀头罩进行完整闭合操作1次,小组成员记录并汇总验证数据,如表1所示。
表1 差异验证表 (单位:秒) | |||
2# | 3# | 6# | |
操作工A | 17.63 | 14.19 | 90.56 |
操作工B | 44.28 | 16.34 | 21.95 |
操作工C | 12.74 | 148.96 | 12.45 |
操作工D | 22.10 | 20.27 | 16.68 |
操作工E | 19.66 | 22.99 | 67.54 |
操作工F | 16.55 | 23.19 | 22.07 |
为进一步了解统计数据分布情况,小组成员绘制了刀头罩闭合操作时长的直方图,如下所示:
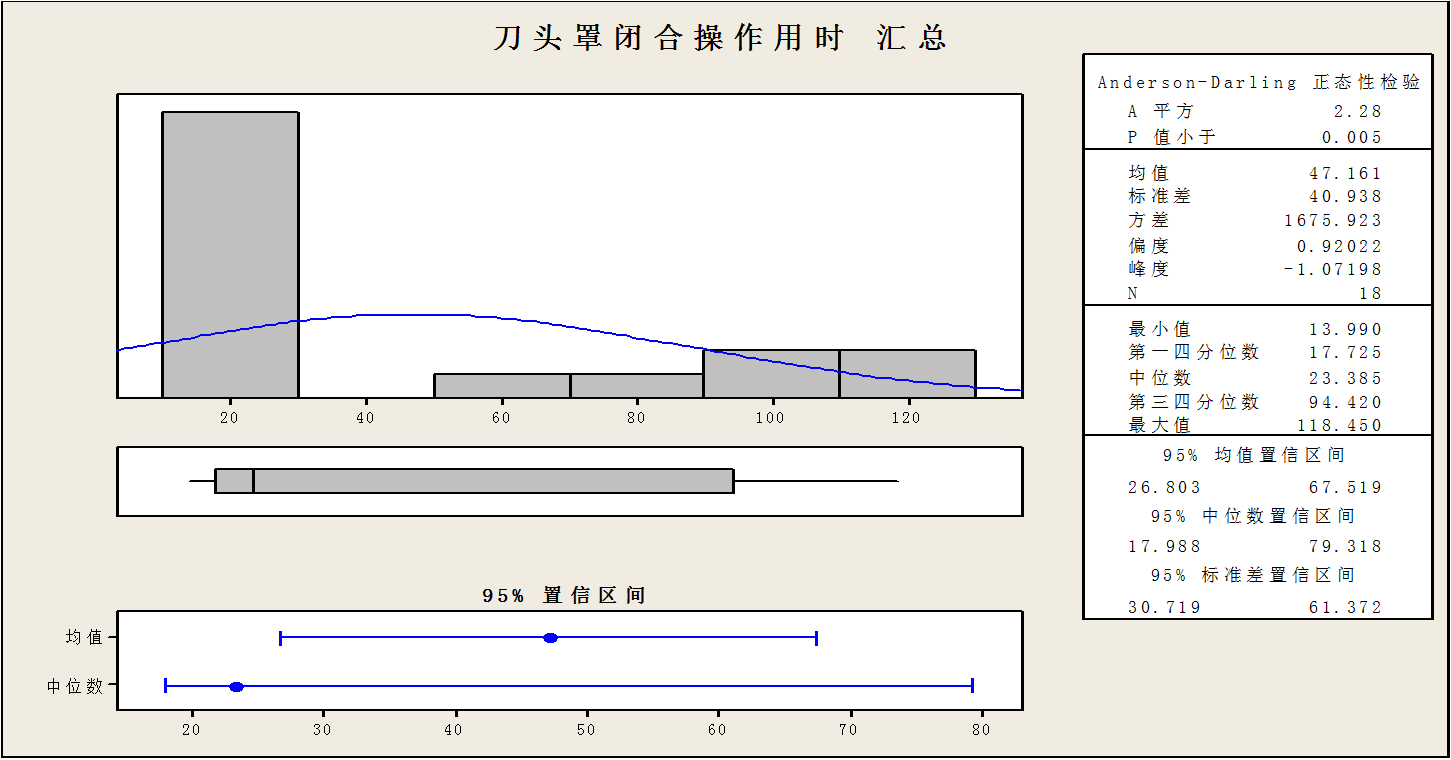
图1 刀头罩闭合操作用时
通过直方图可知,刀头罩闭合操作用时数据均值为47.161,标准差为40.935。数据分布较为离散,极差大。因此,班组确认,KDF2刀头罩存在闭合用时长问题。
在确认了刀头罩存在闭合困难的问题后,小组选择3号滤棒成型机机作为实验对象。仍由原来的六位操作工分别闭合5次刀头罩,并统计时长。以此确认刀头罩锁紧结构改造前闭合需要的平均时长。
表2 刀头罩闭合操作用时统计表 | ||
操作人员 | 次数 | 操作总用时 |
操作工A | 1 | 163.4 |
2 | 12.74 | |
3 | 21.94 | |
4 | 68.65 | |
5 | 14.35 | |
操作工B | 1 | 90.58 |
2 | 16.4 | |
3 | 22.96 | |
4 | 44.28 | |
5 | 18.6 | |
操作工C | 1 | 44.7 |
2 | 16.72 | |
3 | 15.87 | |
4 | 148.96 | |
5 | 19.26 | |
操作工D | 1 | 47.16 |
2 | 12.94 | |
3 | 105.96 | |
4 | 67.76 | |
5 | 14.79 | |
操作工E | 1 | 13.63 |
2 | 39.9 | |
3 | 133.56 | |
4 | 18.2 | |
5 | 120.4 | |
操作工F | 1 | 17.96 |
2 | 114.08 | |
3 | 73.7 | |
4 | 17.8 | |
5 | 15.2 | |
操作平均用时 | 51.08 | |
二、刀头罩闭合时间长的原因分析
1、KDF2刀头罩闭合工作原理

图2 刀头罩锁紧结构图
刀头罩锁紧结构如图2所示,当拉下刀头罩时,转动手轮,螺杆旋下,螺杆底部圆盘插入凹槽1中,随着螺杆向下运动,圆盘带动凸轮逆时针转动。当凹槽2转动至限位开关滚轮处,滚轮陷入凹槽2中,此时限位开关动作(向上弹起),限位开关电路由断开状态变为闭合状态,成型机能正常启动。当打开刀头罩时,转动手轮,螺杆向上运动,底部圆盘带动凸轮顺时针转动,凹槽2离开限位开关滚轮所在位置,滚轮被压回,此时限位开关动作(被压下),限位开关电路由闭合状态变为断开状态,机器不能启动。
2、刀头罩闭合时间长的原因分析
小组成员利用三维制图软件模拟绘制处刀头罩锁紧成功和锁紧失败的状态,并进行分析。
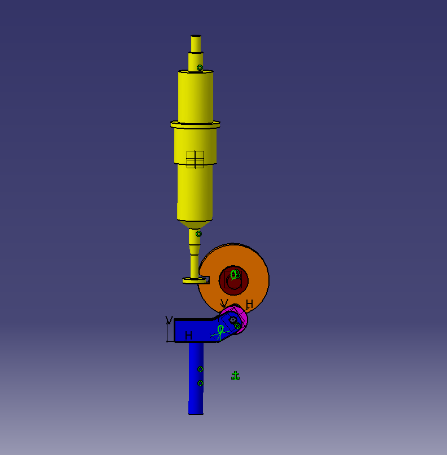
图3 刀头罩锁紧成功
锁紧成功:螺杆螺旋向下运动,带至凸轮转动,螺杆底部圆盘有效卡入凸轮盘凹槽1处,限位开关圆盘弹入凸轮盘凹槽2处,限位开关动作(向上弹起),成功锁紧,设备可正常运行。
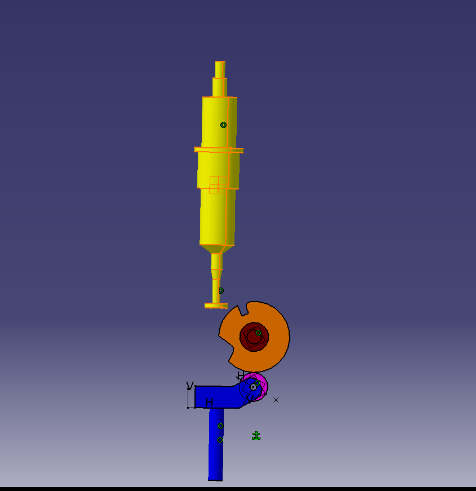
图4 刀头罩锁紧失败
锁紧失败:螺杆螺旋向下运动,由于凸轮移位,螺杆底部圆并不能有效卡入凸轮盘凹槽1处,因此不能带动凸轮旋转,所以限位开关滚轮不能弹入凸轮盘凹槽2处,限位开关不动作,锁紧失败,设备不可正常运行。需重新调整凸轮的位置。
所以,螺杆与凸轮错位是导致刀头罩闭合操作时间长的直接原因。
同时由于螺杆凸轮锁紧装置对各部件对位精度要求高,以上锁紧失败情况在如今高频率满负荷生产的条件下不可避免,所以需对刀头罩锁紧结构进行设计改良。
三、刀头罩锁紧结构设计改造
将原有的螺杆凸轮锁紧方式改成螺杆直触式锁紧:取消原有凸轮,将限位开关位置调整到螺纹杆正下方;由于螺杆总长较短,故将螺杆底部圆盘切去,并在切割部分加工一个的螺纹孔,选用长度合适的螺钉拧入螺纹孔中,同将变限位开关的接线由常闭触点改成常开触点。当扭动手轮关闭刀头罩时,螺杆向下运动,安装的螺钉接触到限位开关滚轮并不断向下压下,此时限位开关被压下动作,实现了锁紧刀头罩的同时,也完成了主机连锁。
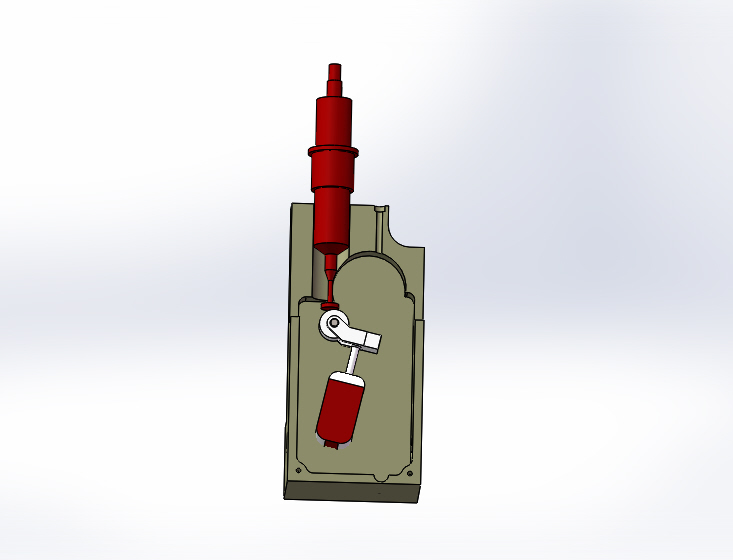
图5 螺杆直触式锁紧结构图
改造螺杆
小组成员首先将刀头罩上的螺杆拆除,并将拆下后的螺杆尾部进行切除,并在切除部位钻一个与螺杆同轴的孔,便于安装调整长螺钉。

图6 改造后的螺杆
重新定位限位开关的位置
取消凸轮后,需重新对限位开关位置进行定位,使调整后的限位开关滚轮位置正好处于螺杆底座螺纹孔的正下方,便于螺钉可以更好的作用在限位开关上。

图7 改造后的限位开关位置
选用螺钉
选用螺丝大小应遵循两个条件:(1)螺丝与限位开关滚轮接触时接触面尽可能大,以保证螺丝与滚轮接触良好;(2)安装了螺钉的螺杆,在刀头罩关闭时,螺钉与底座螺孔不能发生卡阻现象。因此,如果螺丝直径不能过大,否则会导致螺钉与底座孔发生干涉,出现卡阻现象。如下图所示:
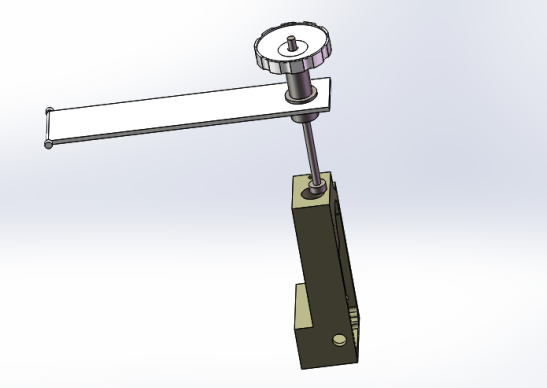
图8 安装的螺丝与底座孔位置发生干涉
根据底座孔的大小,现场使用M4、M6、M8的螺钉进行验证。验证内容为螺钉与限位开关上滚轮的接触长度、闭合刀头罩时会不会发生卡阻现象。验证结果如下表:
表3 不同规格螺丝的验证结果 | |||
螺钉直径 | M4 | M6 | M8 |
接触长度 | 6 | 6 | 6 |
卡阻现象 | 无 | 无 | 有 |
注:滚轮宽度为6mm | |||
从表3可以看出,上述不同直径的螺钉与滚轮均能良好接触,但从闭合刀头罩有没有卡阻现象来看只有M4、M6螺钉能满足使用要求。
经测量,螺钉长度需在80mm左右,因车间M4的螺钉长度达不到要求,故选用M6*85的螺钉。
因螺钉的安装长度直接影响刀头罩打开或闭合过程中限位开关动作的时间,且成型机接收到停机信号后完全制动需要一定时间,故需对螺钉的安装长度进行验证,以保证操作者的安全。
经分析后,小组成员决定利用黄金分割法寻找出螺钉的最佳安装长度。首先实验找出螺钉能安装的最长长度78mm(刀头罩放下后无需转动手轮限位开关刚好动作)及最短长度60mm(螺杆到达最低位时限位开关刚好动作)。实验结果以转动手轮使限位开关动作得电时间及拉开刀头罩后刀头是否还在转动为评测标准。验证结果如下表:
表4 验证结果 | ||
螺钉安装长度 | 限位开关得电时间 | 刀头是否还有转动现象 |
67mm | 5.3 | 否 |
71mm | 4.1 | 否 |
74mm | 2.9 | 是 |
70mm | 4.4 | 否 |
注:1、限位开关得电时间均为5次实验结果平均所得; | ||
2、如果刀头在5次实验过程中出现一次还在转动,则实验结果为“是”。 | ||
由上述实验结果可知,螺钉安装长度在70—71mm时实验结果最优,且限位开关动作时间随螺钉安装长度增加而变短,所以取螺丝长度为71mm为最优解。

图9 改造后的螺杆
图10 改造后的限位开关位置
限位开关接线
改变原来限位开关的接线方式,即常闭触点接为常开触点。关闭刀头罩时,螺杆向下动作,限位开关被压下,电路由断开状态变为闭合状态,成型机能正常启动。当打开刀头罩时,螺杆向上运动,限位开关向上回弹,电路由闭合状态变为断开状态,机器不能启动。
四、应用效果验证
小组成员将刀头罩螺杆凸轮锁紧方式改造成螺杆直触锁紧方式后,仍选用3#,组织原参与调查验证的6名操作工,每人对刀头罩进行闭合操作5次。对改造后刀头罩操作时间进行了统计,如下表7所示。并根据统计数据进行分析,对比改造前后耗时情况,是否达成目标值。统计结果如下表:
表5 改造后刀头罩操作用时统计表 | ||
操作人员 | 次数 | 操作总用时 |
操作工A | 1 | 17.59 |
2 | 13.99 | |
3 | 23.19 | |
4 | 13.99 | |
5 | 10.79 | |
操作工B | 1 | 14.19 |
2 | 17.65 | |
3 | 25.79 | |
4 | 16.01 | |
5 | 20.27 | |
操作工C | 1 | 16.57 |
2 | 18.39 | |
3 | 17.19 | |
4 | 20.29 | |
5 | 20.93 | |
操作工D | 1 | 17.39 |
2 | 14.53 | |
3 | 19.25 | |
4 | 18.53 | |
5 | 14.42 | |
操作工E | 1 | 12.88 |
2 | 14.62 | |
3 | 23.58 | |
4 | 19.52 | |
5 | 18.62 | |
操作工F | 1 | 19.38 |
2 | 15.68 | |
3 | 16.16 | |
4 | 19.22 | |
5 | 16.62 | |
操作平均用时 | 17.57 | |

图11 刀头罩闭合时间对比图
由上述统计图表得知:
对策实施后,改造后平均用时远远低于活动前的闭合时间。目标实现!
五、总结
通过改变刀头罩的锁紧结构,并进行实际验证,解决了刀头罩闭合困难,闭合时间长的问题。该问题的解决提高了设备的运行效率,为保障我厂特种滤棒的生产保障打下了一定的基础。
【参考文献】
成大先.机械设计手册[M].北京:化学工业出版社,1993
国家烟草专卖局.卷烟工艺规范[M].北京:中国轻工业报出版社,2016
滤棒成型工专业知识编写组.滤棒成型工专业知识[M].郑州:河南科学技术出版社.2012
烟机设备修理工(滤棒成型)专业知识编写组. 烟机设备修理工(滤棒成型)专业知识[M].郑州:河南科学技术出版社.2013
[作者简介]邓德成(1986—),男,贵州中烟工业有限责任公司贵定卷烟厂助理工程师;包真习(1989—),男,贵州中烟工业有限责任公司贵定卷烟厂助理工程师;陈立婷(1994—),女,贵州中烟工业有限责任公司贵定卷烟厂中级经济师;贺礼诚(1990—),男,贵州中烟工业有限责任公司贵定卷烟厂助理工程师。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



