身份证 34122419920705****
摘要:设计了一种按压式导轨工装,包括:导轨,所述导轨背面设有条形孔,两侧有方形孔,前面有向外折弯边;托盘固定支架两侧设有L形间隙,正反面各有沉头孔,托盘固定支架的L形间隙槽插入到导轨的折弯的边,托盘固定支架可以在导轨上做直线往复运动;外壳,外壳是通过沉头螺钉固定在托盘固定支架上;大限位滑块,大限位滑块通过平垫片和沉头螺钉固定在连接轴下面;小限位滑块通过小压缩弹簧和沉头螺钉固定在大限位滑块两侧;上盖,上盖通过沉头螺钉固定在外壳上面;大压缩弹簧,大压缩弹簧固定在上盖上面;连接轴,连接轴,一端固定按钮帽,连接轴套在大压缩弹簧里面,穿透经过上盖,另外一端固定到大限位滑块;本设计有效的降低了加工成本,结构设计简单,小巧;一种按压式导轨工装适用于内部活动空间狭小,安装不方便,解决了在控制柜和箱式壳体产品内部需要做灵活安装调整位置元器件安装。同时优化设计了一种抽拉式导轨工装,包括: 3销轴的一端固定在拉手上,另外一端卡住在1导轨背面的长腰型孔里面,3销轴外面套了一个6小压缩弹簧。通过向外抽拉拉手,从而使得3销轴离开1导轨背面的长腰型孔,使得导轨工装可以在导轨上做上下往复运动。
关键词:按压式;抽拉式;导轨;工装;压缩弹簧;限位滑块
引言
目前关于在控制柜和箱式产品壳体里面,常采用直接固定在壳体背面, 不能做到在灵活安装调整位置的产品安装。目前是通过把元器件固定到托盘上,托盘固在机柜前面。没有更新优化之前的产品出货使用的状态是,固定在机柜前面的元器件笨重,导致元器件后面下坠变形,并且在运输中会存在上下颠簸震动导致元器件松动,存在安全隐患。因此设计了这个一种按压式导轨工装,使得非标定制小型控制柜内部可以安装这个一种按压式导轨工装,有效解决了小型机柜内部的可以做灵活安装调整位置元器件的安装,提高了安装牢固性,稳定性,安装的灵活性。缩小了内部空间,可以使控制柜和箱式产品做更精致更小巧。
1方案一结构设计
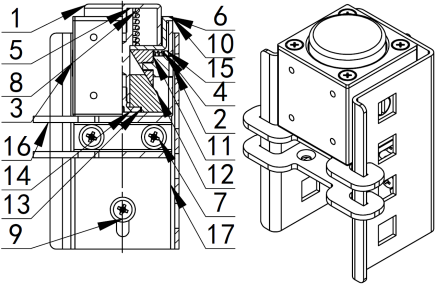
5连接轴一端固定在1按钮帽里面, 5连接轴套在8大压缩弹簧里面,8大压缩弹簧在10上盖的凹槽里面,10上盖通过6十字槽沉头螺钉M2×3固定在15外壳上面。5连接轴另外一端穿透过12大限位滑块,通过14十字槽沉头螺钉M2×6和13平垫片固定在5连接轴另外一端。11小限位滑块放在15外壳里面,在12大限位滑块两侧各放置1个11小限位滑块。2销轴的一端是外螺纹柱,通过15外壳两侧圆孔由外向里安装固定在11小限位滑块由内螺纹孔的一端,2销轴另外一端凸台是穿透卡在17导轨两侧的矩形孔里面,2销轴带有凸台的端面有一字槽,方便适用一字起拧紧2销轴。4小压缩弹的一端放在11小限位滑块一侧的盲孔里面,4小压缩弹的另外一端套在3十字槽沉头螺钉M1.6×5外圈,3十字槽沉头螺钉M1.6×5从外侧向内测固定在15外壳里面。15外壳通过4个6十字槽沉头螺钉M2×3固定在16托盘固定支架上面。16托盘固定支架的L形沟槽卡在17导轨前面向外的折弯处,使得16托盘固定支架可以在17导轨做上下直线往复运动,从而实现15外壳在17导轨里面做上下直线往复运动。元器件可以通过15外壳表面的内螺纹孔固定在15外壳表面,也可以固定在16托盘固定支架下面。7十字槽盘头组合螺钉M2.5×8安装固定到16托盘固定支架内侧的内螺纹孔处,通过拧紧7十字槽盘头组合螺钉M2.5×8的螺纹柱一端完全抵住固定到到背面的17导轨里面,从增加按压式导轨工装整体的牢固性。
1.1附图说明
图1是方案一:一种按压式导轨工装的整体结构示意图;
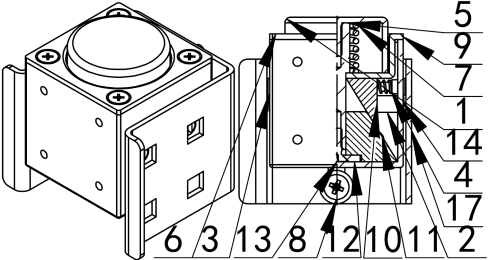
图2是方案二:精简版的一种按压式导轨工装的整体结构示意图;
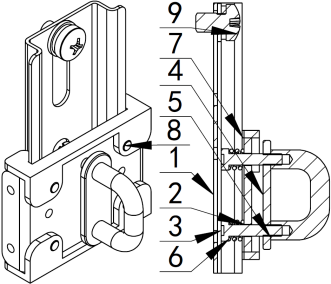
图3是方案三:一种抽拉式导轨工装的整体结构示意图;
1.2方案一的附图标记说明:
1按钮帽,2销轴,3十字槽沉头螺钉M1.6×5,4小压缩弹,5连接轴,6十字槽沉头螺钉M2×3,7十字槽盘头组合螺钉M2.5×8,8大压缩弹簧,9十字槽盘头组合螺钉M2.5×6,10上盖,11小限位滑块,12大限位滑块,13平垫片,14十字槽沉头螺钉M2×6,15外壳,16托盘固定支架,17导轨。
方案一图1 方案二图2 方案三图3
2方案二结构设计
图2是方案二,是新增加一款优化后的精简版的一种按压式导轨工装的整体结构示意图;
为了适应可以安装到更小型的机箱壳体内部,所以新增加了一款体积更小,结构更简单的一种按压式导轨工装方案二。结构更简单化,易于加工,更方便安装使用,降低了加工成本,减小了体积。在方案一的基础上,去掉6十字槽沉头螺钉M2×3与7十字槽盘头组合螺钉M2.5×8和16托盘固定支架。15外壳两侧再各新增加一个2销轴,17导轨两侧也各增加一个矩形孔,使得导轨两侧的矩形孔里面各有2个2销轴光轴台阶可以穿透卡住,起到了外壳保持运行中一直处于垂直状态,上下运行中不会翻转。
3方案三结构设计
图3是方案三,是一种抽拉式导轨工装的整体结构示意图,是新增加的,体积更小更简化方案设计,结构更简单,更容易加工的,加工成本更低。
1导轨背面有长腰型孔,通过螺钉穿过导轨最两端,固定在箱式壳体里面,或者产品表面。3销轴外侧套入6小压缩弹簧,穿透过2固定支架的正面的圆孔,固定在4挡板和拉手上,3销轴有凸台的一端朝向1导轨。7卡扣通过8十字槽沉头螺钉GB╱T819.2_M3×4固定在2固定支架上下两侧端面处。将7卡扣的L形沟槽处插入到1导轨向两侧的折弯边上。从而使得该一种抽拉式导轨工装可以自由在1导轨上面做直线往复运动。通过向外抽拉固定在2固定支架前面的拉手, 6小压缩弹簧压缩在一起,3销轴向外抽拉,3销轴凸台远离1导轨背面的长腰型孔,这样一种抽拉式导轨工装就可以上下活动可以调节位置了。等待选择好固定位置后,在松开拉手,这样3销轴带有凸台的一端就会插入到1导轨的长腰型孔里面,6小压缩弹簧压缩没有受到压缩里,处于弹开松弛状态。这样这样一种抽拉式导轨工装就被固定住了,起到了限位和固定的作用。
3.1方案三的附图标记说明:
1导轨,2固定支架,3销轴,4挡板,5拉手,6小压缩弹簧,7卡扣,8十字槽沉头螺钉GB╱T819.2 M3×4,9十字槽盘头组合螺钉GB╱T9074.4 M5×8。
4结束语
通过方案一和方案二设计的一种按压式导轨工装,可以有效的解决机柜或箱式产品壳体内部需要灵活调节位置的情况。通过方案三设计的一种抽拉式导轨工装,可以有效的适用于壳体内部空间更紧凑狭小的场景,减少了体积节约了成本。
参考文献
[1] 白基成 刘晋春 郭永丰 杨晓冬 特种加工(第6版) 北京 机械工业出版社 2017.1
[2] 【德】乌尔里希·菲尔舍 等著 云忠 杨放琼(译) 简明机械手册 湖南科学技术出版社 2009.5
[3] 【德】约瑟夫·迪林格 等著 杨祖群(译)机械制造工程基础 湖南科学技术出版社 2009.5

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



