佛山市南海区广工大数控装备协同创新研究院 528225
摘要:近年来,加工制造行业为应对新型产品面世以及产品加工制造压力,开始着重研究技术创新问题。基于FDM 技术的3D 打印机控制技术的出现,不仅可缓解企业竞争压力,同时简化制造技术,缩短开发周期,促使企业可高效完成产品制造。本文基于FDM 技术概述3D 打印机总体设计,并围绕基于外轮廓线的自适应分层算法、改进的分形扫描方法打印关键算法进行实例验证,对比打印质量以及打印时间,分析两种关键算法的可行性。
关键词:FDM技术;3D 打印机控制技术;技术创新;关键算法研究
引言:FDM技术也被叫做熔融沉积成型技术,基于FDM技术的3D 打印机控制技术拥有其他技术所不具备的低生产成本、打印材料适应性强特性,广泛应用于制造行业、医疗和国防等领域。目前,创新且本土化发展3D 打印机控制技术,关乎我国制造业总体发展水平,因此需分析基于FDM 技术的3D 打印机控制技术,开展关键算法研究。
一、基于FDM 技术的3D 打印机工作原理
基于FDM技术的3D打印机包含两部分:一是由挤出机构、运动机构、送丝机构以及工作平台所组成的机械结构,而另一部分则是可以实现打印材料打印的控制系统。其工作原理为:在打印机零件的截面外侧边线轮廓和内侧辅助填充线条所形成的区域控制喷头进行运行,在高温作用下融化喷头内部打印材料,经过再次凝固之后,形成截面单层堆积。基于FDM技术的3D打印机采用数字化操作,可有效制造立即加工复杂模型,规避人为因素设计错误,获取高效产品制造成功率以及同比经济收益[1]。
控制系统总体设计
基于FDM技术的3D打印机控制系统,采用AT mega2560电路板,并将硬件和软件相结合,控制伺服电机正确接收打印指令,从而读取和存储打印材料。该系统包含温度控制系统以及伺服控制系统。前者系统主要功能为把控打印机运行温度,可根据材料定型要求自动调节温度过高或过低状况。确保产品制造精度;而后者主要是执行打印材料动作[2]。
(一)IO 控制电路设计
At mega 2560主控制系统在3D打印机运行时受到外界电路干扰,会影响主控制系统的运行,因此为规避干扰,一方面可运用TLP521光电隔离元件增加光耦电路,另一方面也可以用逻辑电平转换芯片转换IO信号,满足逻辑电平转换以及差分转换需求。本文所设计的控制系统为确保电压环境的平稳性以及3D打印技术使用的安全性,采用3V和5V混合电路,伺服驱动器采用5V工作电压。
(二)伺服控制系统研究
3D打印机伺服传动控制系统,组成部分包含、同步轮、联轴器以及42步进电机。通过电脉冲的个数,控制步进电机角位移量以及方向,电脉冲信号频率控制电机速度,合理移动且运行3D打印机执行机构。除此之外,为减少步进电机振动现象,可以将A4988 芯片设置为1/16 驱动,目的在于保证步进电机转子运行顺滑性,进而能够有效提升伺服系统运行精度和运行质量[3]。
(三)温度控制系统研究
采集和输出温度是3D打印机温度控制系统的主要效用。3D打印机需要通过加热冷却材料的过程,才能够实现材料的定性。喷头和热床构成打印机加热模块,本文所设计的温度控制系统,采用ABS材料将喷头和热床的温度分别设置为230℃以及110℃,并使用热敏电阻实时反馈热棒加热情况。在此过程中需要注意的是喷头装置温度不宜过高,否则会炭化分解丝材,同时温度不能过低,否则不能完全加热至丝材融化,因此在进行预热过程当中,需要严格控制喷头和热床温度。为了确保打印工作顺利展开,人们必须将温度控制在合理范围内,打印前应对喷头和热床进行预热,保证打印机运行温度。但是,在预热时,热敏电阻两端的电压会随着丝材温度的上升而发生变化,而控制板的A0 和 A1模拟量的输入端口可读取热敏电阻两端的电压,进而通过A/D转换模块来实现数字信号的有效转换,保证打印温度,快速结束预热,促进打印工作正常开启可将数字信号运用A/D转换模块实现转换数字信号,打印机进行预热,打印机方可在预热结束之后打印机可正常进行工作[4]。
基于FDM技术的3D打印机关键算法验证研究
在本文当中所使用的3D打印机,如下图所示。本文主要研究两种不同的3D打印机关键算法:一是基于外轮廓线的自适应分层算法;二是改进的分形扫描方法。验证两种不同关键算法的可行性,需要对比两者打印质量和打印时间。

图一 打印机
以实体模型打印为例,采用等厚分层法以及自适应分层法进行打印分层并验证基于外轮廓线自适应分层方法的可行性。主要采用FDM成型技术,运用只有0.4mm直径的喷头打印机,设定0.1~0.3mm之间的打印层厚度,打印填充密度为20%且整体打印过程都需要打开风扇
[5]。
图 二 花瓶模型分层情况
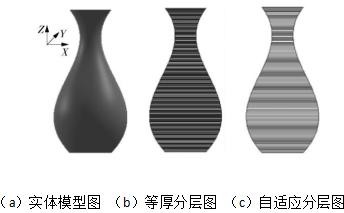
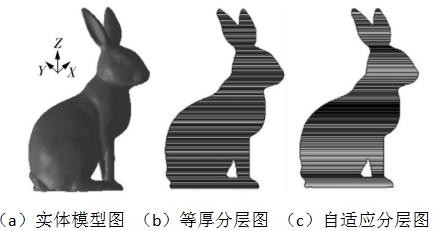 图 三 兔子模型分层情况
图 三 兔子模型分层情况
参考上图当中的花瓶模型分层情况图以及兔子模型分层情况图,再结合两种不同分层处理方法所得出的分层结果数据可以看出,如打印的花瓶尺寸为(54.10 ㎜×54.10 ㎜×86.00 ㎜)且外轮廓曲线简单,打印模型曲率变化小可以在满足(分组差值)的基础上,将其设为较大的数值。自适应分层方法优势要远高于等厚分层方法,其具有0.12~0.2mm的分层厚度区间,因此在成型时间和成形精度上更适用于表面精度要求较高的花瓶模型;此外打印(49.35 ㎜×49.35 ㎜×95.15 ㎜)兔子模型,且打印模型曲率变化大,外形轮廓曲线复杂。在采用自适应分层方法时,值可以为较小分组差值,同时该方法与等厚分层方法对比,具有简单的算法且能够有效平衡打印效率和打印时间,因此在打印兔子模型过程中具有绝对优势。
总的来说,基于外轮廓线的两种分层方法经过对比分析,自适应分层算法可以满足复杂打印模型需求,同时简化计算过程以及分层工作量。值处在可控范围内,简化STL文件模型特征信息重构复杂过程,在一定程度上保证打印质量。
表一 花瓶模型的分层结果分析
分层方式 | 分层厚度/mm | 打印时间/s | 成型精度(表面光滑度) |
等厚 | 0.18 | 5050 | 中 |
等厚 | 0.3 | 3960 | 低 |
自适应(θ=15°) | 0.10~0.16 | 5565 | 较高 |
自适应(θ=20°) | 0.12~0.20 | 4885 | 高 |
表二 兔子模型的分层结果分析
分层方式 | 分层厚度/mm | 打印时间/s | 成型精度(表面光滑度) |
等厚 | 0.2 | 6710 | 中 |
等厚 | 0.3 | 3950 | 低 |
自适应(θ=15°) | 0.14~0.20 | 7165 | 高 |
自适应(θ=20°) | 0.18~0.24 | 6550 | 较高 |
以长方体模型打印为例,分别进行改进前打印效果和改进后打印效果对比,结合下表数据可以看出,改进后的分形扫描方法减少了打印喷头转换方向次数,且具有良好的打印稳定性。再结合下图打印效果图的对比,可以看出改进后的打印喷头行走路径痕迹几乎不明显,且改进后的长方体打印时间仅用了8095秒,改进前的打印时间为9520秒,因此改进后分形扫描方式打印喷头换向和启停次数较少,打印机稳定性增强,打印效率高于改进前打印打印效率[6]。
改进之后的路径规划方法,不仅杜绝了改进之前的打印模型翘边现象,同时还保证模型能够均匀受力。打印机不需要多次转换喷头方向便可以保证打印的稳定性,从而在简单的路径规划算法当中获得高效打印质量。
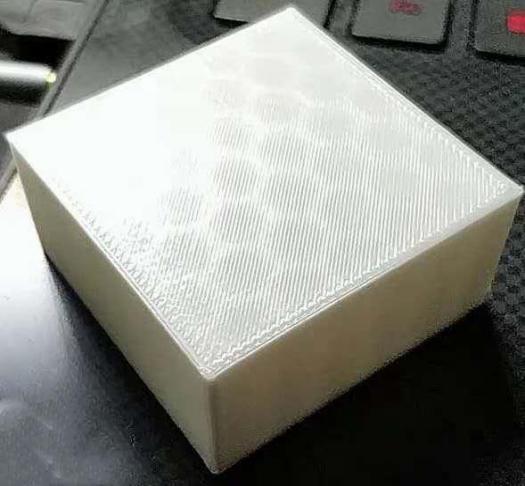

(a)改进前打印效果图 (b)改进后打印图四 长方体模型打印效果图
表三 改进前后两种路径扫描方式结果分析
路径扫描方式 | 打印时间/s | 打印机工作稳定性 | 成形精度(表面光滑度) |
分形扫描方式 | 9520 | 差 | 高 |
改进分形扫描方式 | 8095 | 良好 | 较高 |
综上所述,基于FDM技术的3D打印机控制技术以及关键算法研究,需要深入分析3D打印机控制原理和核心算法,从实际案例入手,分析基于FDM技术的3D打印机关键算法的优劣,提升算法的效率,并最终提高成品的成型精度和生产效率,为我国生产制造行业的发展保驾护航。
参考文献:
[1]刘晓军,迟百宏,焦志伟,等.FDM 大型3D 打印机的制作与工艺分析[J].机械设计与制造,2018(11):212-215.
[2]陈成军,杜祥星,李章朋.基于FDM 技术工业级3D 打印机的设计与应用[J]. 信息技术与信息化,2019(2):46-49.
[3]陈金英,史利娟,牛小铁.基于3D 打印机的装配关键技术与精度测试的研究[J].组合机床与自动化加工技术,2017(8):131-133.
[4]雷芳,孟鑫沛,张俊平,等.针对柔性材料的FDM 型3D打印机的远程送料机构研究与设[J].装备制造技术,2018(9):128-130.
[5]杨向东,莫煦健,张鹏飞.FDM 型3D 打印机典型故障诊断与维修[J].机电工程技术,2017(7):102-104.
[6]郑喜贵,黄子帆,李俊美,等.FDM 彩色3D打印机控制系统的研究[J].现代制造工程,2017(12):66-70.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



