舟山杭 热 热力有限公司 316013
摘要:工业园区作为经济发展重要的载体,已成为我国经济发展的重要形式和主要力量。事实证明,产业集聚效应在提高工业园区的产业竞争力方面发挥了重要作用。工业园区中的印染、纺织、造纸、食品和化工等企业因生产工艺或采暖需要,存在大量的用热需求。传统的供热模式采用分散式供热,即各企业自建锅炉实现自给自足。随着国家节能减排和环保政策日趋严格,分散式供热模式因供热效率较低、环保排放未达标和政府监管等因素逐步被集中供热方式替代。集中供热是指将数量众多的热用户通过热力管网连接起来,由一个或多个热源统一供热的一种供热系统,其供热模式对于节约一次能源、减少排放、改善环境污染、提高当地基础设施配套水平、促进当地经济发展有着重要的意义。基于此,本篇文章对集中供热预制保温管道连续生产工艺优化建议进行研究,以供参考。
关键词:集中供热;预制保温管道;连续生产工艺;优化建议
引言
集中供热由于存在热能长距离输送的问题,供热管网的散热损失是其能源损耗的重要来源,而相较于居民采暖热水供热管网的散热损失,工业用户所采用的蒸汽供热管网散热损失更大。因此,减少工业用户蒸汽供热管道的散热损失,对节约能源,提高热利用率,减少热源能耗具有积极作用。本文基于供热工程实践,就预制保温管道在工程中的合理结合使用,以蒸汽管道在输送过程中的预制保温管道连续生产工艺进行研究探讨,以期能够为相关应用提供一些参考与借鉴。
1供热管道保温材料的现状
大多数蒸汽管网系统是较早建造和投入使用的,而供热管道所用的大多数内部绝热材料是硅酸钙或多孔硅软铝材,大多数外部绝热材料是岩棉或薄玻璃棉,总厚度为120mm-130mm。因此存在蒸汽管网系统绝热效果不好,管道外表面温度较高,往往导致热损失增加,蒸汽消耗量增大。此外过高的外表面温度带来了人员被烫伤的安全隐患。随着上述诸多问题的产生,目前更多的人及企业意识到了节能及安全生产的重要性。因此对于保温的修复及更换受到了重视,然而在更换管道绝热材料之前,必须了解蒸汽系统的运行状况,按照国家有关标准和技术规范评估蒸汽系统,并找出不符合绝缘标准要求的管段。在此基础上,重新制定可行的改造计划,并及时实施,以确保蒸汽管道绝缘效果符合有关国家和行业的标准要求。
2蒸汽管道保温层结构的选择
保温结构的选择和设计涉及管道保温效果、投资成本、使用寿命等问题。通常,较为理想的保温结构是在满足表面热流损失的前提下,尽量减小隔热层的厚度。根据现行规范要求,绝缘结构必须具有足够的机械强度及较好的抗腐蚀和抗水腐蚀性能。
目前市场上的保温具有硬保温、软保温两种形式。硬保温如多孔硅酸钙等;软保温材料如硅铝针布盖、棉质缝合炉等。根据硬软保温的优缺点,设计了蒸汽管道复合保温结构,通常软质保温设置于内层,硬质保温设置于外层。
经技术比较厚,目前比较经济合理的保温结构是:恒温层最内层采用10毫米气溶胶层,内部恒温层起到降低温度和减轻管道本身振动的作用;中间采用2层50毫米多孔硅酸钙,可以很好地避免保温结构的沉积;外层采用50毫米硅铝针状覆盖层,可缓解多孔硅酸钙受外界压力的侵袭;对于在隔热层顶部从周长的1/5到1/4处添加40mm岩石羊毛层的水平管道,可以有效地减少顶部的热量损失。
3双层保温结构优化模型的建立
3.1双层保温结构优化模型的数学表达
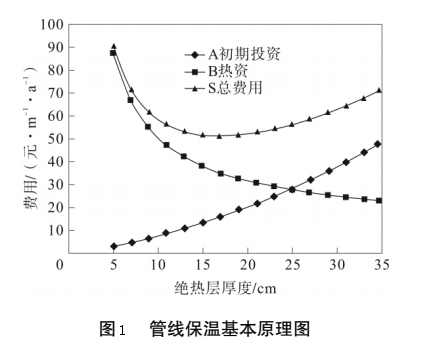
以最经济性为优化目标,本文建立了蒸汽管道保温结构的数学模型。整个蒸汽管道的成本随着保温层厚度的增加而增加,如图1中蓝色线,节省的热资随着保温层的厚度的增加而减小,如图中的粉红色线。二者之和即为整个保温过程的成本,它呈现出先减小后增加的趋势,如图中红色线。这样总成本就有一个最小的值,对应着保温结构的经济学厚度。
本文将蒸汽管道中热价费用与保温成本费用之和作为优化目标。蒸汽管道保温经济厚度计算的数学模型:
min=Sr+Sb
=ϕ×T×Pe×L+N(QBQF+QS)(1)
式中:Sr—热价费用;
Sb—保温投资总费用;
—管线每米散热量,W·m-1;
T—管线每米年运营时间,s;
PE—热单价,元·(106kJ)-1;
N—保温工程投资年分摊率,N=1/n;
n—偿还所有投资年限;
QB—保温层材料总费用;
QF—其他辅助材料费用;
Qs—施工费用。
保温层投资费用:
Q= (D23-D22)B1L+ (D24-D32)B2L
(D23-D22)B1L+ (D24-D32)B2L
式中:B1—第一层(内层)保护层单价;
B2—第二层(外层)保护层单价。
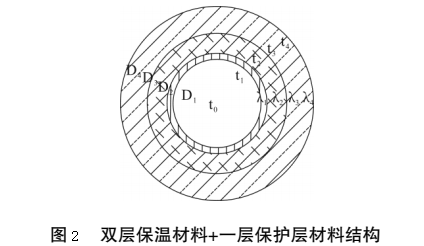
辅助材料QF费用,由防水层、防腐层和防护层的3层费用组成。本文如图2没有防水层和防腐层,只由防护层组成,所以设防腐层与防水层的总价格为q1=0,防护层的总价格为q2=0。
q2= (D4+D5)Bb
(D4+D5)Bb
L=0
式中:Bb—保护层单价,元·m-2;
辅助材料总价:
QF=q1+q2=q1+ (D4+D5)BbL=0
施工费用:QS= (QB+QF)
(QB+QF)
式中:β—施工费系数。
3.2约束条件
最外层表面温度不能超过60℃。
t5<333K。
2)保温层和防护层厚度不能超过10cm。
 <0.1
<0.1
 <0.1
<0.1
 <0.1
<0.1
3)最外层热流密度必须服从国家标准要求。
∅<∅m。
式中:m—允许最大散热损失值。
4预制保温管的生产工艺过程分析
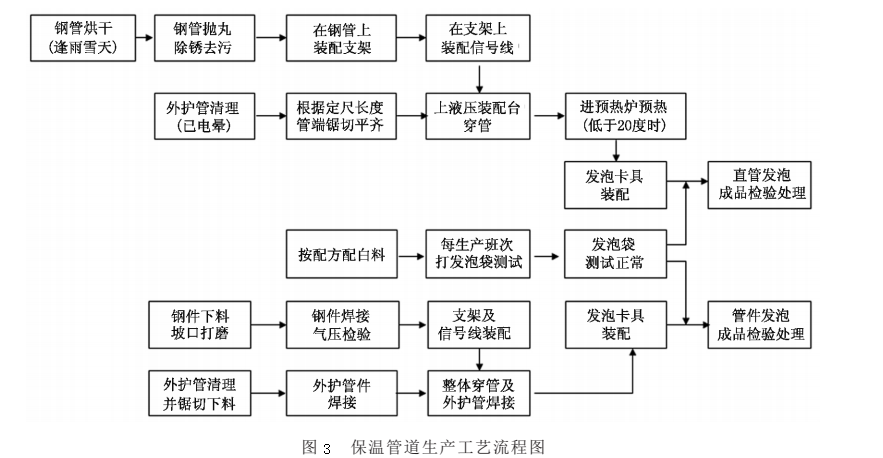
蒸汽输送预制保温管道结构为:工作钢管+聚氨酯保温层+高密度聚乙烯外保护管。在保温管的生产过程中,异氰酸酯和聚醚多元醇作为化学原料反应形成聚氨酯保温层,均匀填充工作钢管和外保护管之间的空腔,与工作钢管和外保护管形成三位一体的整体保温结构。生产过程如图3所示。
5预制保温管道连续生产工艺的优化建议
以北方某市工业园区架空蒸汽管网为例。该项目的管径为DN700,设计参数为温度350℃、压力1.6MPa,最远输送距离为11km。在可研阶段对传统保温管道与预制保温管道保温性能做性能对比计算,结论为在同等保温厚度的前提下,预制保温管道相比传统保温管道的散热损失减小约25%,因此选用了预制保温管道。同样,固定支架采用了新型隔热支架,但是根据支架受力分为两种类型,一种为次固定支架,其所需承受水平推力较小,因此采用了c型固定支架;另一种为主固定支架,其所需承受水平推力较大,因此采用了d型固定支架。在滑动(导向)管托的比选中也采用了新型的隔热滑动(导向)管托。但是新型隔热滑动(导向)管托又分为a型与b型两种形式,最后基于以下2个原因选择了a型管托:①经济性。a型管托与b型管托的形式基本相同,从其产品结构上来说主要的不同点在于a型管托较b型管托少了一层硅酸瓦块保温层,因此a型管托较b型管托成本更低。②适用性。在该工程施工图设计过程中,考虑管道的注水打压,经计算DN700架空蒸汽管道的支架间距≯14.5m。为了降低工程投资,因此将常规支架间距(邻近补偿器的支架间距根据补偿器的类型不同,支架间距略有不同,但都小于14m)定为14m。国内供热管道的单根长度为12m,b型管托需要直接与工作钢管接触,如采用b型管托需拨开预制保温架空管道,而a型管托只需直接卡在保温层外侧。该工程在运行初期,实际供热负荷达到设计负荷的75%,经仪表监测该项目的温降为3.5℃/km,与传统工艺对比每千温降降低2℃左右,节能约为36.4%。(该段围绕着A型及B型管托介绍,但A型,B型的形式没有做介绍,需补充)
结论:
集中供热预制保温管道的生产一直以来受到生产工艺的影响,不能高效率、大批量地进行生产,并且生产质量也收到众多因素的影响,为了提高其生产效率,增强其生产的质量。在这一背景下,本文通过对生产工艺进行研究分析其存在的缺陷,并提出“连续生产”工艺优化策略。通过优化供热预制保温管道生产工艺,提升其生产工艺水平,能够显著地降低生产过程中废品产生的概率,降低生产成本,大大提升生产效率,并且在热传导效率、吸水率、闭孔率和柔韧度等方面更为优秀,使得预制保温管道的收纳与铺设更为便捷。
参考文献
[1]赵启辉,柯锦玲.供热用PE-RTⅡ塑料管道原材料质量保证和追溯[J].科技经济导刊,2019(15):10-11.
[2]林文卓,李鑫,柯锦玲.集中供热预制保温塑料管生产与应用关键技术[J].建设科技,2018(16):80-83.
[3]王振华.管廊供热管道保温材料及其厚度的研究[D].太原理工大学,2018.
[4]高梦.基于环境影响的供热管道保温层厚度优化研究[D].东北石油大学,2018.
[5]李华.供热预制保温复合管材的生产工艺[J].科技经济导刊,2018(16):97-98.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



