1 一重集团天津重工有限公司助理工程师,天津 300301
2 一重集团天津重工有限公司工程师,天津 300301
3 一重集团天津重工有限公司工程师,天津 300301
摘要:本文阐述了一种大型箱体零件两端面上转轴的加工方法,该方法可为此类大型箱体类零件两端转轴的加工提供借鉴。
关键词: 箱体零件 端面转轴 转轴加工
中间转运罐是连铸设备中必不可少的部件,在中间转运罐浇铸中,为使其罐体内部钢水无残留,通常需要使用倾翻台。而倾翻台为大型箱体类零件,在其外侧两端面上安装两转轴使其旋转。在连铸线上,钢水需不断转运与浇铸,这使得倾翻台旋转频繁,故倾翻台两外侧转轴的加工(同轴度)质量对倾翻台的使用性能至关重要。由于此类设备尺寸大、载荷重,故其两端面上转轴加工一直是个难点。本文阐述了一种大型箱体类零件两侧转轴的加工方法,可为其他类似大型方形箱体类零件的加工提供参考。
1 零件的外形与功能分析
倾翻台外形尺寸如图1:总长9352mm、总宽4554mm,两端转轴尺寸精度要求φ260m6(+0.52/+0.02),同轴度φ0.5mm。
图1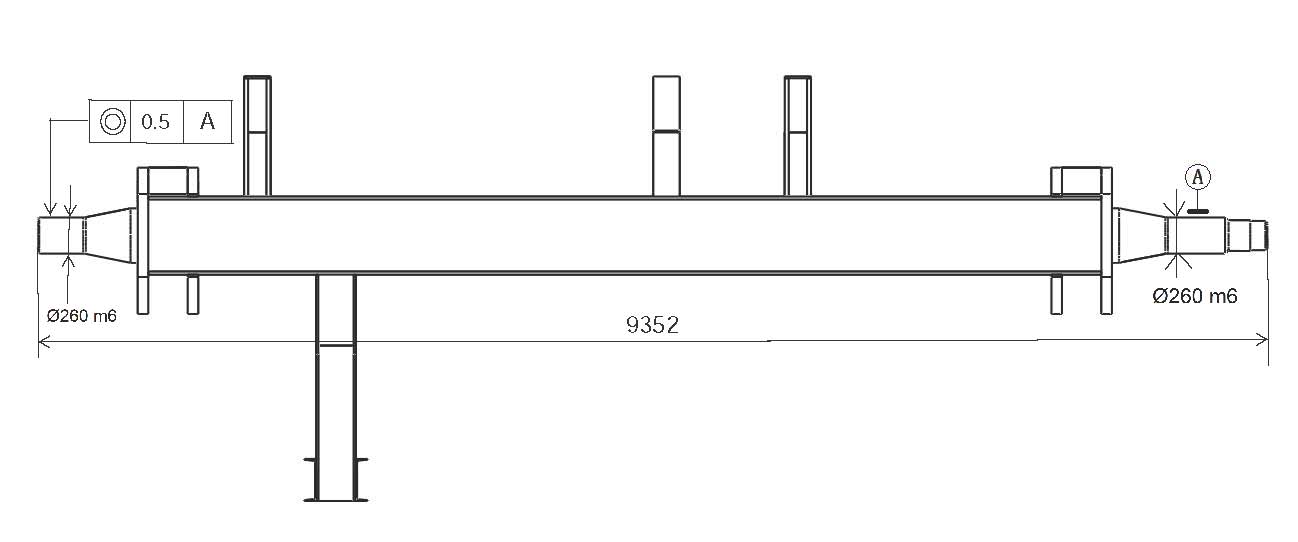 方形旋转框架尺寸精度要求
方形旋转框架尺寸精度要求
据上述使用功能分析,此倾翻台框架需有较高的同轴度要求,图中要求在9352mm长度上两轴同轴度在0.5mm以内。
2 零件的加工过程
零件的外形为方形箱体类零件,两侧各有一锻件短轴(旋转轴)。两端短轴加工粗糙度要求Ra3.2,尺寸精度要求φ360m6(0/-0.089),同轴度要求0.5mm。
2.1 方形框架的加工方案
铣床或镗床[1]一般适用于加工面和孔,用于加工圆柱类零件无法满足圆度与表面粗糙度要求。故此种大型方形箱体零件外侧转轴的加工,用普通大型龙门铣床或镗床无法满足要求,除非制作专用加工装备。为此,研究并制定了如下方法:
(1)将两短轴按图纸加工。
(2)在方形框架上加工两短轴安装底孔(孔轴过盈配合)。
(3)将短轴过盈冷装入方形框架,然后焊接牢固。
(4)以两侧转轴为基准,加工方形框架上其余尺寸。
上述加工方案的难点在于控制焊接过程变形,以及保证焊接完成后两短轴同轴度满足图纸要求。
2.2 各序加工方案详述
(1)将两短轴锻件按图纸加工出
将两短轴单件所有尺寸加工出,利用普通数控车床即可将短轴加工出。
(2)加工未安装短轴的方形框架底孔
为提高装配精度,减少焊接变形,将短轴与方形框架之间采用过盈配合,并采用冷装的方式装配,如图2。孔采用的公差为φ360 (-0.130/-0.160),短轴采用公差为φ360m6 (0/-0.089) ,算得过盈量为0.041~0.160mm。查文献[2]算得冷装温度为-104.6℃,冷却时间为3小时42分。
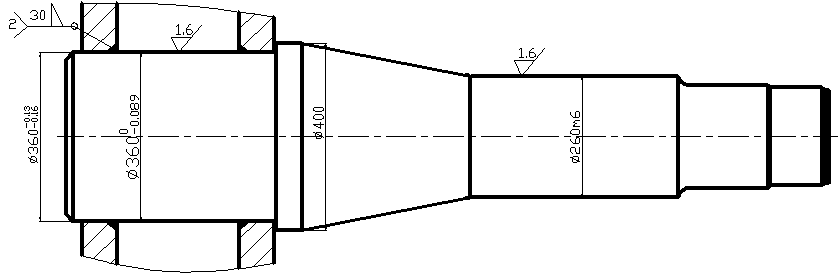
图2 短轴冷装配合尺寸图
框架轴孔在大型龙门铣床加工,保证轴孔同轴度要求,根据上述图纸中尺寸,加工方形框架上短轴安装底孔,如图3。

图3 方形框架上机床加工安装轴孔
(3)冷装及焊接短轴
①将两短轴加工完成,并用液氮冷却后装入方形框架,如图4所示。采用此种方式,一方面能够保证装配精度,另一方面能够减小后续焊接变形。

图4 两短轴冷装入方形框架安装孔
②两短轴的焊接
由于两短轴的同轴度要求高,故焊接时需减小焊接变形。为此,在焊接时采用了垂直焊的方法。如图5,将方向框架竖直放置,并在短轴下方压一个百分表,在焊接过程中注意观察百分表读数的变化、并在焊接时据其读数进行调整。


图5 方形框架外侧转轴的焊接
(4)将装轴后方形框架上机床加工
将装轴后方形框架上龙门铣床,打表测量两短轴同轴度是否满足要求。同轴度合格后,在铣床继续加工出其余尺寸,如图6。

3 总结
本文所述大型方形箱体两侧转轴加工方法有两个关键点:①短轴与箱体间采用过盈冷装的方式安装。②两短轴焊接时注意减小焊接变形。
此方法采用普通车床、龙门铣床实现了大型箱体零件两侧转轴的加工,具有成本低、易操作的优点。可为类似大型箱体零件两侧转轴的加工提供参考。
参考文献:
[1]陈宏均,等. 使用机械加工工艺手册[M].北京:机械工业出版社,2015.
[2]吕亚臣,等.重型机械工艺手册[M].哈尔滨:哈尔滨出版社,1998.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



