航空工业哈尔滨飞机工业集团有限责任公司 黑龙江省哈尔滨市 150000
摘要:凸模类零件在生产中广泛存在,基于此,本文探讨了典型凸模零件数控加工工艺与设计。
关键词:凸模;零件;数控加工;设计
在凸模零件工艺分析的基础上,设计了该零件的数控加工工艺,编制了抛物线轮廓加工程序。将编制的凸模零件加工程序输入数控铣床后,进行了程序校验、试加工与优化。结果表明,该数控工艺方案正确、合理,程序运行平稳,可保证零件加工精度,缩短加工时间,对同类零件的数控加工工艺设计具有借鉴意义。
一、数控加工简介
数控加工是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上一致,但也发生了明显变化。用数字信息控制零件和刀具位移的机械加工方法。它是解决零件品种多变、批量小、形状复杂、精度高等问题,以及实现高效化和自动化加工的有效途径。
二、零件工艺性
某凸模零件毛坯为长方体,外形尺寸为95mm×95mm×25mm,材料45钢,切削性能较好,单件小批生产,未注表面粗糙度为Ra3.2μm,未注圆角半径为R5。该零件由平面、带抛物线的凸台外轮廓、倾斜矩形腔、均布三角形槽及孔结构组成,结构较复杂,具有典型性。考虑到该零件为单件小批生产,加工内容多且精度要求高,因此适合采用数控铣床加工。
该零件工艺为:①凸台抛物线外廓尺寸65±0.02 mm和 mm精度要求高,需分粗、精加工来保证尺寸精度,其中抛物线是编程的难点;②倾斜矩形槽尺寸40±0.02mm和
mm精度要求高,需分粗、精加工来保证尺寸精度,其中抛物线是编程的难点;②倾斜矩形槽尺寸40±0.02mm和 mm精度要求高,因而需分粗、精加工,编程时可采用刀具补偿功能和坐标旋转指令简化编程;③尺寸φ
mm精度要求高,因而需分粗、精加工,编程时可采用刀具补偿功能和坐标旋转指令简化编程;③尺寸φ 的沉孔加工精度要求高,普通机加工一般采用定心钻钻孔→钻孔→扩孔→粗镗→精镗孔的加工方案,为减少换刀次数和刀具成本,充分发挥数控机床性能,确定采用以铣代镗的新方法精加工该沉孔,因此最终确定该沉孔加工方案为定心钻钻孔→钻孔→扩孔→半精铣→精铣;④2-φ
的沉孔加工精度要求高,普通机加工一般采用定心钻钻孔→钻孔→扩孔→粗镗→精镗孔的加工方案,为减少换刀次数和刀具成本,充分发挥数控机床性能,确定采用以铣代镗的新方法精加工该沉孔,因此最终确定该沉孔加工方案为定心钻钻孔→钻孔→扩孔→半精铣→精铣;④2-φ 通孔精度要求高,为保证加工精度,该孔加工需从小到大逐步加工到位,因此确定的加工方案为定心钻钻孔→钻孔→扩孔→铰孔;⑤3个均布的三角形槽由于加工精度要求不高,确定加工方案为粗铣→精铣。
通孔精度要求高,为保证加工精度,该孔加工需从小到大逐步加工到位,因此确定的加工方案为定心钻钻孔→钻孔→扩孔→铰孔;⑤3个均布的三角形槽由于加工精度要求不高,确定加工方案为粗铣→精铣。
三、零件工艺路线的拟定
基于零件的工艺性分析,考虑到工序集中、先面后孔及先粗后精的工艺原则,确定该零件工艺路线有6道工序。①铣六面。工序内容为采用数控铣床铣毛坯4个侧面和上下平面,保证外形尺寸90mm×90mm×20mm和对面平行、邻面垂直。②钻、扩孔。内容为采用数控铣床在凸模顶面上钻3-φ3mm定心孔,钻3-φ9.9mm通孔,并扩φ mm孔,将其孔径尺寸由φ9.9mm加工至φ20mm。③凸台抛物线外廓和沉孔加工。内容为粗、精铣凸台抛物线外廓,以铣代镗的加工方法半精铣、精铣沉孔φ 。④斜矩形槽和三角形槽加工。内容为粗、精铣斜矩形槽,粗、精铣3个三角形槽。⑤铰孔。内容为机动铰削2-φ 两个通孔。
四、数控加工工序的设计
1、数控机床的选择。根据数控车间现有设备情况和零件毛坯的外形尺寸95mm×95mm×25mm,选择机床型号为VM600立式数控铣床。
2、工件的装夹。其主要解决零件定位和夹紧问题,由于该零件生产类型为单件小批,且形状为长方体,因而选择精密平口钳装夹。零件铣五面后装夹时,其下底面与垫块接触,零件后侧面与固定钳口接触,用活动钳口夹紧零件,并通过零件中心对刀建立工件坐标系与机床坐标系间的位置关系。
3、刀具的选择。刀具的选用主要取决于被加工零件的形状、材料和机床性能。①铣六面。平面一般采用端铣刀和立铣刀加工,端铣刀用于大平面铣削,刀材为硬质合金,而立铣刀用于小平面加工,刀材为高速钢。由于该零件六平面尺寸小,因此选择直径D16mm的立铣刀。②钻、扩孔。钻孔类加工为定尺寸加工,即加工孔的直径与刀具直径一样大小。刀具材料选为高速钢,刀具规格为钻中心孔选择直径D3mm的定心钻,扩孔加工分别选择直径D9.9mm和D20mm的麻花
钻头。③凸台抛物线外廓和沉孔φ 加工。凸台外廓由于无内凹轮廓,从理论上讲选任意大小直径的刀具加工均可;沉孔的圆形轮廓属于内凹轮廓,选择的刀具半径要求不大于沉孔半径12.5mm,并考虑到减少刀具的规格,粗、精加工均选择与六面铣同一把刀具。④斜矩形槽和三角形槽加工。由于斜矩形槽和三角形槽的拐角半径均为R5mm,拐角属于内凹轮廓,因此选择的刀具直径要不大于R5mm;再考虑到斜矩形槽的粗加工走刀路线,刀具先沿旋转后的坐标系从P1到P2满刀加工一刀,建立刀具半径左补偿,再沿矩形轮廓走一圈加工,最后由P2返回到P11,取消刀具半径左补偿,由此可确定该走刀路线加工不留残料的最小刀具半径R=矩形槽宽度/6=25/6≈4.17mm,由此可知,刀具半径应满足4.17 mm≤R
刀≤5mm。本设计选择刀具半径R5mm的键槽铣刀,键槽铣刀的特点是切削底刃过中心点,可直接在实体上Z轴进刀。⑤铰孔。选择直径D10mm铰刀。
五、零件加工程序的编制
数控加工程序的编制一般经工件坐标系的建立、走刀路线的设计、基点/节点坐标的确定、程序代码的编写等环节。本文分析与研究编程难点抛物线轮廓的编程,抛物线编程方法有自动编程和宏程序编程,鉴于自动编程必须建模且编制的程序冗长、可读性差、精度控制能力差、柔性差,而宏程序可克服上述缺点,因此确定抛物线采用宏程序编程法。
1、工件坐标系的建立。该零件XY轴零点确定在工件的对称中心,Z轴零点在零件的上平面,建立的工件坐标系如图1所示。
图1 走刀路线图
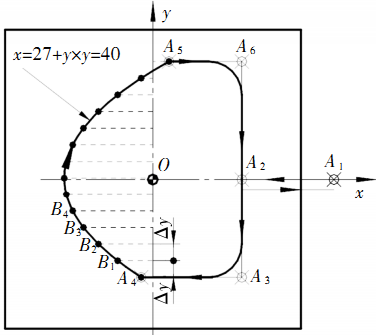
2、走刀路线的设计。凸台抛物线轮廓采用G41指令编程,其粗、精加工只需改变刀具半径补偿号D01和切削用量即可,简化了编程。采用G41指令编程对应的外轮廓走刀路线为顺时针,相应的切削方式为顺铣,顺铣加工能保证加工质量、延长刀具使用寿命,一般优先选用,只有在工件有硬皮时才选择逆铣。考虑零件加工精度和方便编程,走刀路线的切入切出路径采用径向方式。因此,设计的走刀路线为A1→A2→A3→A4→A5→A6→A2→A1。
3、基点/节点坐标的确定。通过CAD查询法得到:图1的抛物线外廓走刀路线基点坐标为A1(55,0)、A2(27,0)、A3(27,-30)、A4(-4.5,-30)、A5(3.625,35)、A6(27,35)。
图1中走刀路线上A4点到A5点为抛物线,其节点坐标确定的算法为:抛物线的焦距P为20,顶点坐标为(-27,0),抛物线方程为y2=f(x)=40×(x+27),里选取y为自变量,y∈[-30,35],则x为因变量,由抛物线方程可推得因变量x计算公式为x=f(y)=-27+y2/40。为实现该抛物线的加工,本设计采用等间距法直线段逼近抛物线,即将Y坐标轴划分成相等的间距Δy,如图1所示,根据上述方程x=f(y)=-27+y2/40,可由Yi求得Xi,Xi+1=f(Yi+Δy)。如此即可求得一系列节点坐标值。在粗加工时,Δy应取较大值,以提高机床加工效率;精加工时Δ应取较小值,以提高零件表面质量。
4、加工程序的编写。加工程序的编写即是将上述内容代码化,编制的参考程序为O0003。粗、精加工时只需修改D01值和切削用量即可,粗加工D01为8.5mm,精加工D01理论上为R8mm,实际加工时需根据实测结果来修正。
参考文献:
[1]罗友兰.数控加工工艺设计与程序编制[M].北京:人民邮电出版社,2016.
[2]吴陈艳.基于宏程序的正切曲线加工研究[J].煤矿机械,2018(08).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



