华能铜川照金煤电有限公司 陕西省 铜川市 727100
摘要:高压导汽管在汽机缸体下方第一道安装焊缝开裂,因缸体和高压导汽管管道的尺寸及焊接要求,在此处的焊缝形成束腰型结构,该设计结构容易产生应力集中,在机组运行中高压导汽管的膨胀作用力和汽缸的膨胀作用力下,致使高压导汽管管系中最薄弱环节处焊缝产生裂纹且逐渐扩大,直至开裂。对束腰型结构进行技改,延长最小管径的长度,减少应力集中部位,防止因管系结构不合理而引起的焊缝缺陷病进一步扩大,正常设备事故发生。
关键词:焊缝;束腰型结构;应力集中;强度校核。
1 高压导汽管焊缝开裂分析
1.1设备简况
某发电厂2×600MW机组汽轮机为东方汽轮机厂引进日本日立公司的技术设计和制造,型号为NZK600-16.7/538/538型亚临界、一次中间再热、单轴、三缸四排汽、直接空冷凝汽式汽轮机。发生开裂时负荷568MW,主蒸汽压力16.3MPa,4号高压导汽管压力14.7MPa,调节级压力11.1MPa。发生开裂部位为#4高压导汽管位于汽缸下方引出接管座第一道厂内安装焊缝。
1.2案例简述
某发电厂#2机#4高压导汽管位于汽缸下方引出接管座第一道厂内安装焊缝2019年2月在下融合线处开裂,开裂方位处于非固定端,开裂长度占焊缝长度的1/2,进一步扩大检查,发现#2高压导汽管同样部位和方位焊缝呈现裂纹,裂纹长度约占焊缝长度的475mm,深度约30mm;处于高压调整门侧同样结构的#3高压导汽管第一道安装焊缝呈现断续裂纹,4处长约15mm,深约3.5mm。2019年6月#1机同样束腰型结构焊缝检测,发现#4高压导汽管靠近汽缸下侧第一道厂内安装焊缝下熔合线有约3mm深的裂纹,长度约为1/3焊缝圆周;#2高压导汽管靠近汽缸下侧第一道厂内安装焊缝下熔合线有约10mm深的裂纹,长度约1/2焊缝圆周,同时检查发现#3高调门处第一道厂内安装焊缝下熔合线整周多个部位有深度为3.5mm的裂纹。高压缸导汽管材质为12Cr1MoVG,规格Φ400×55mm,采用大小头管件(12Cr1MoVA)规格变径为Φ355.5×53mm与高压缸外缸下半进汽大小头接管(12Cr2Mo1)呈倒三角形状配合焊接。此处焊缝形成“束腰”型(图1)。
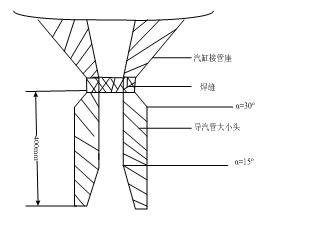
图1 开裂焊缝处原结构图
1.3高压导汽管裂纹产生原因
对汽缸下接管座材质、焊缝材质和高压导汽管材质进行核对,均符合设计要求。从宏观上发现开裂焊缝为束腰型结构(焊缝位置均低于两侧母材高度),该设计结构存在应力集中,在机组运行中高压导汽管的膨胀作用力和汽缸的膨胀作用力下,致使高压导汽管管系中最薄弱环节处焊缝产生裂纹,裂纹沿12Cr1MoVG侧熔合线附近呈环向分布,开裂长度520mm约占1/2周长。肉眼可见裂纹呈环向分布,依据断裂力学,非韧性断裂中裂纹扩展与应力方向垂直,初步佐证了二次应力,多为弯曲载荷,导致焊缝开裂的可能性较大。
2 高压导汽管束腰型焊缝优化
原开裂焊缝为束腰型结构,易产生应力集中,为避免压力集中的发生,优化方案为延长直管段长度,倒角度数减少,避免焊缝束腰型结构,减少应力集中(图2)。
图2 优化后焊缝处结构图
优化后大小头长度由400mm延长1200mm,倒角由设计前30°设计为15°,在安装焊接时在缸体接管座侧圆滑过渡焊接,使焊缝应力集中部位大大释放,利于管系长周期安全运行。
3 高压导汽管束腰型焊缝优化后强度校核
3.1设计参数
设计压力:16.7MPa;
设计温度:538℃;
大小头规格:大头规格:400×55mm,小头规格:355.6×53mm,最小内径:Φ235mm。
3.2最小计算壁厚
D0/Di≤1.7时,承受内压的的直管最小计算壁厚应符合以下规定:
3.2.1在设计压力和设计温度下外径400mm和355.6mm所需的最小壁厚为:
(a)Sm=(PD0)/(2[σ]tŋ+2YP)+C=(16.7×400)/(2×73+2×0.7×16.7)=39.4(mm) (1)
(b)Sm=(PD0)/(2[σ]tŋ+2YP)+C=(16.7×355.6)/(2×73+2×0.7×16.7)=35.1(mm) (2)
Sm—管子的最小壁厚(mm);
D0—管子外径(mm);
Di--管子内径(mm);
P—设计压力(MPa);
[σ]t—钢材在设计温度时的许用应力。12Cr1MoVG在530℃时[σ]t=79 MPa,在540℃时[σ]t=72MPa,在538℃时采取插入法计算[σ]
t=72+【(79-72)/(540-530)】×(540-538)=73.4 MPa,依据标准取[σ]t=73 MPa使用;
Y—修正系数,本次计算取0.7;
ŋ—许用应力的修正系数,对于无缝钢管取1.0;
C—腐蚀、磨损和机械强度要求的附加厚度。对于一般的蒸汽管道和水管道,可不及腐蚀和磨损的影响,本次计算取零;
计算公式—外径400mm;
计算公式—外径355.6mm;
3.3管子的计算壁厚
(a)Sc=Sm+C1=39.4+4.3=43.7(mm) (3)
(b)Sc=Sm+C1=35.1+4.3=39.4(mm) (4)
Sc--管子的计算壁厚(mm);
C1—管子壁厚的负偏差的附加值(mm);
对于管子规格以外径×壁厚标示的钢管
C1=mSm/(100-m)=10×39.4/90=4.3
C1=mSm/(100-m)=10×35.1/90=3.9;
m—壁厚允许的负偏差,依据标准本次计算取10。
3.4管子的取用壁厚
对于主蒸汽管道采取外径控制的管子,取用壁厚宜大于等于计算壁厚加0.5倍外径证偏差值。
(a)Sq=Sc+0.5A=43.7+0.5×10=48.7(mm)<55 (5)
(b)Sq=Sc+0.5A=39.4+0.5×10=44.4(mm)<53 (6)
Sq—管子的取用壁厚(mm);
A—外径正偏差值。
4 结论
经强度校核后,本优化方案可以满足生产现场需求,通过对高压导汽管焊缝开裂分析、结构优化及强度校核等问题的探讨,坚持以解决生产现场实际问题为目的,提出切实可行的解决方法,可供金属专业人员参考。
参考文献
[1]蔡文河,严苏星等 电站重要金属部件的失效及其监督 中国电力出版社2009
[2]火力发电厂汽水管道设计规范 中国计划出版社 北京 2016

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



