大连中远海运重工有限公司,辽宁 大连 116000
摘要:火工矫正在船舶建造中起着重要作用,特别是在船舶和豪华船舶等薄厚度板的设计中。选择合适的加热和加热方法对于修复结构变形至关重要。本文介绍了一些常用钢结构设计方案及相应的火工矫正解决方法。并阐述了火工矫正的考虑因素和适用范围。
关键词:结构变形;火工矫正;加热温度;加热方法
由于造船阶段很难识别船体结构的复杂性,因此在施工过程中也不大可能出现具有不同特征的变形现象,但在仔细分析后也可以根据各自的变形特征进行分类。从而使员工能够利用各种变形特征,选择合适的火工矫正技术方法,进一步解决变形问题,优化船舶建设生产,为船舶产业的健康和快速增长奠定更好的基础。
1火工矫正的概述
1.1火工矫正用火焰加热,将纤维延长或缩短到钢材偏短位置,从而使钢反向变形,以符合技术标准规定的构件方向和某些几何形状的要求。
1.2矫正方法的技术原理可概述如下。钢的塑性、热胀冷缩,由外部或内部应力出现反变形,解决了钢结构弯曲质量、翘曲和外观变形等问题,从而达到预期的矫正目的。
1.3火工矫正工艺有校直、校平、矫形等常见形式。
1.4点、线、三角加热是火工矫正中最常用的加热方法。点状加热是指钢结构的特点和变形,加热一个或多个点。在线状加热过程中,火焰要么沿直线偏移,要么沿宽度水平平移,但通常,宽度抑制在钢厚度的0.5至2倍以下,并应用于高度变形和刚性的结构矫正区域。多用矫正三角形加热阶段强刚度和陡刚度钢的弯曲变形。
1.5温度控制:低碳钢和普通低合金钢的热校矫正正一般控制在600~900℃的范围内。热变形的理想温度范围为800~900℃,但必须低于900℃。加热温度持续升高,钢结构发生变化,晶体延长,钢材质量下降。
2火工矫正的作用原理
金属材料通常具有热膨胀和冷收缩,当材料在局部加热时从加热位置加热时会膨胀,但由于环境温度较低,防止膨胀,金属在加热位置压缩,当温度约为达到600~700℃时,压力超过屈服强度,导致压缩塑性变形。停止加热后,金属将被冷却,收缩大于膨胀,从而导致新的变形。火工矫正通过在局部加热金属后产生的新变形矫正原始变形。因此,了解局部加热板料和型材所产生的变形类型对于控制火工矫正至关重要。
3火焰能率与矫正关系
通过加热不同的火焰样本,可以获得不同的矫正和变形方法。当火焰不足时,加热时间延长,加热面积增加,矫正变得困难。加热值越高,热浓度越高,矫正的可能性越大。低碳钢火工矫正采用600~800℃的加热温度。正常加热温度不得超过850℃且不得过低。由于效率低下,温度调整过低。在实践中,加热温度是由钢加热表面的颜色决定的。
4加热方式
4.1线性加热方法。线性加热时,火焰沿直线移动,或在一定的横向运动范围内移动,主要是直线热、链状和带状加热,通常横向大于纵向收缩,收缩量随热线宽度的增加而增加,通常为钢厚度矫正宽度的0.5~2倍,温度控制在700~800℃,850℃不能超过。钢板厚度小于5毫米,加热温度不得超过750℃。线性加热主要用于各种结构的变形矫正,特别是效果最佳是瘦马变形矫正和波浪变形。
4.2三角形加热。由于加热面积大、收缩大、温度控制在750~850℃、900℃是最高、弯曲延伸侧的加热区和弯曲变形尺寸,决定了三角形的加热宽度。加热T、Ⅰ形和其他型材折弯变形。
4.3十字形。如图1所示,加热方法称为名称和交叉加热。加热线厚度约为10-12mm,长度约为100-120mm,加热线通常相互垂直,温度控制在650到750℃之间,火焰应用于凸变形。交叉加热方法主要用于变形的较薄结构,特别是用于校正骨架周围和中心凸起的球形变形。
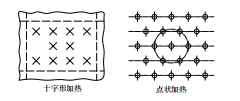
图1十字形、圆点形加热示意图
4.4圆点加热法。加热区域是一定直径的圆形点,可根据钢的变形加热一个点或多个点。多点加热采用梅花式,如图1所示。增加的热点的直径由校正区板材厚度决定,厚板应正确完成,板材应正确完成,直径一般在15mm以上。对于较大的变形,可以减小点之间的距离。通常在50到100mm。水火矫正方法在实际工作中,大多数情况下,加热后用水冷却加热区,以加速金属收缩,从而提高矫正效率。
5船舶钢结构常见变形及矫正方法
5.1瘦马的变形。此变形问题可以用线性加热解决,建议水火矫正。加热线位于骨架的背面,在业内称为背烧。检查结构的严重变形时,应使用两个加热线,指出骨材背面两侧焊接变形的范围,并可直接用加热线单条安装在机器背面的中心。为了改善变形矫正过程中的温度控制,瘦马不得太高。工人可以使用低温加热。对于硬化钢的强变形,应采用背烧。
5.2波浪变形。矫正此缺陷的方法与矫正瘦马变形的方法非常相似,并且是线性加热的。唯一的区别是需要总结实际运行的两个阶段。同样,变形矫正过程中温度不得过高。因此,参考变形量的具体控制值来选择正确的矫正方法很重要。请注意以下矫正问题。在前进运动的第一阶段,操作人员不得首先焚烧外凸,尤其是凸台外表面的中心位置。避免导致塑性变形的应力集中。
5.3失稳变形。这种变形问题经常发生在薄板开孔区域,但矫正过程中的开孔区的“瘦马”与波浪变形。然后,参照孔周围的变形将按照图2所示的顺序进行。当矫正孔时,如果加热区域仅设定为变形中心或孔边界,通常很难达到所需的矫正效果加热线通常从孔的周长缓慢地延伸到中心移动,并且终末点总是到达孔的边界。
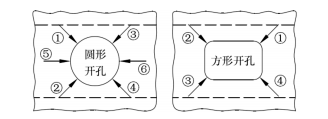
图2失稳变形火工矫正的图示
5.4他类变形。鉴于船体结构复杂的现状,其施工阶段产生的变形类型也不是独一无二的,具有多种特点。除了上述几种典型的变形缺陷矫正方法之外,为了通过火工矫正方法解决其它变形问题,通过合适的辅助手段,通常可以获得满意的矫正效果。这表明,在进行具体施工作业之前,相关人员对影响焊接质量和引起变形问题的诸多因素进行全面分析并遵循这些因素是有益的根据提高工作效率、保持高质量、降低劳动强度的原则,选择合适的工具来完成校正任务。这里需要重点指出的是,辅助工具产生的变形量为1.8641mm,比4块三角板焊接阶段的最大变形量-2.6209mm减少了约0.8mm,其效果非常明显。
目前,国内外船舶制造企业广泛采用火工矫正技术方法,其实质是通过热处理工艺纠正钢结构变形问题,该操作将提高结构自身应力,并对结构性能产生不同影响。此外,在火工矫正时,只能实现被修整结构的变形问题,不能控制变形过程。为了减少或避免船体结构的变形,必须在实践中合理应用防变形、预加反变形、选择合适的焊接工艺等技术。
参考文献:
[1]陈杰.独柱双索分幅式斜拉桥钢箱梁制造工艺[J].山西建筑,2020,46(24):125-128.
[2]范娜.正交异性桥面板U肋角焊缝全熔透焊接工艺研究[J].焊接技术,2020,49(11):41-45.
[3]李平.南京五桥敞口钢箱梁制造工艺研究[J].山西建筑,2020,46(07):126-127.
[4]秦丹.多尺度建模模拟方法在大跨桥梁设计中的应用[J].北方交通,2020,17(02):1-6+11.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



