(广西建工集团第二建筑工程有限责任公司,南宁 530022)
摘 要:管桁架钢结构体系因其具有牢固,承压力强,视觉上具有简洁、流畅的效果,造型丰富、经济效益佳等特点,广泛应用于厂房、体育馆、车站、展览中心、钢结构大门等建筑中,特别适用于圆拱和任意曲线形状。本文通过在某高校拱形悬挑管桁架钢结构大门的安装与整体吊装施工,简要介绍了安装过程中的质量控制措施及整体吊装技术的施工技术要点,分析了施工过程中的重点与难点,为类似工程项目提供一定借鉴。
关键词:管桁架;焊接;整体吊装;质量控制
中图分类号: 文献标识码: 文章编号:
Steel structure installation and integral hoisting technology application of arched cantilever pipe truss
Wei Pengxi
(Guangxi Construction Engineering Group No.2 Construction Engineering CO,Ltd.,Nanning Guangxi 530022,China;)
The pipe truss steel structure system is widely used in factories, gymnasiums, stations, exhibition centers, steel gates and other buildings, especially for circular arches and arbitrary curve shapes, because of its strong bearing force, simple and smooth visual effect, rich modeling and good economic benefits. Based on the installation and integral hoisting construction of arch cantilever pipe truss steel structure gate in a university, this paper briefly introduces the quality control measures in the installation process and the construction technical points of integral hoisting technology, analyzes the key points and difficulties in the construction process, and provides some reference for similar projects.
Key words: Pipe truss; Welding; Integral hoisting; Quality Control
[作者简介] 韦鹏喜(1974.7-),男,广西南宁人,本科,高级工程师。
某 高等院校1#大门(正门)钢结构使用管桁架结构,桁架弦杆、腹杆、桁架支撑及刚性系杆采用Q235B型钢材,端头板、连接板、加劲肋采用Q235B型钢材,次构架采用Q235型钢材,手工焊的焊条采用E43型焊条。管桁架整体宽度为2.8m,分为上弦层与下弦层,钢结构分为左右两侧,即左侧悬挑管桁架及右侧悬挑悬挑管桁架,左侧管桁架安装高度15.00m,整体跨度33.3m,悬挑长度20.8m;右侧管桁架安装高度11.50m,整体跨度36m,悬挑长度21.7m,左侧与右侧管桁架分阶段整体吊装,整体形成拱形造型。该钢结构工程为高等院校正大门,是校方的标志性建筑,建设单位高度重视安装质量,该工程悬挑长度之大,为广西区内少见,设计、施工十分具有挑战性。 图1 1#大门钢结构安装示意图
高等院校1#大门(正门)钢结构使用管桁架结构,桁架弦杆、腹杆、桁架支撑及刚性系杆采用Q235B型钢材,端头板、连接板、加劲肋采用Q235B型钢材,次构架采用Q235型钢材,手工焊的焊条采用E43型焊条。管桁架整体宽度为2.8m,分为上弦层与下弦层,钢结构分为左右两侧,即左侧悬挑管桁架及右侧悬挑悬挑管桁架,左侧管桁架安装高度15.00m,整体跨度33.3m,悬挑长度20.8m;右侧管桁架安装高度11.50m,整体跨度36m,悬挑长度21.7m,左侧与右侧管桁架分阶段整体吊装,整体形成拱形造型。该钢结构工程为高等院校正大门,是校方的标志性建筑,建设单位高度重视安装质量,该工程悬挑长度之大,为广西区内少见,设计、施工十分具有挑战性。 图1 1#大门钢结构安装示意图
该工程区域内根据总平布置图未设置塔式起重机,但施工区域场地宽阔,道路条件优良,工程所在地城市的大型移动起重设备满足吊装重量要求,管桁架施工队组有多次整体吊装经验,工程所使用所有钢结构构件均为工厂加工,现场焊接、拼装。
1、该工程钢结构分为左右两侧,整体吊装后以圆形钢构件连接,整体需要在同一垂直面上,对测量精度、吊装精度提出更高要求,需要在主体结构施工时对预埋件进行精准定位,并在施工过程中不断复核轴线、标高,在整体吊装时进行多次技术复核,避免因位置偏差而导致的结构变形。
2、钢结构左右两侧悬挑长度为20.8m、21.7m,为大型悬挑管桁架结构, 悬挑长度在广西壮族自治区内少见,安装变形以及安装完成后结构的空间几何尺寸精确度难以控制。
3、管桁架结构整体吊装时需要两台起重机配合吊装,一台进行起重作业,一台辅助管桁架结构水平移动、旋转与定位,整体配合复杂,吊装难度大,吊装稳定性不足,需要多个队组配合,现场需分配吊装小组,由项目指派专人指挥吊装。
4、管桁架结构仅为大门施工的一部分,后续装饰装修工程较多,需要在施工中与其他相关专业协调配合。
控制网的布设是放线定位的关键工作,由于在施工过程中要多次进行技术复核,在控制点的选择上,要注意测量控制点精度和位置是否方便使用,是否在安装、吊装过程中影响后续技术复核工作,特别注意要远离拼装、焊接区域,远离大型起重、运输机械行进路线,避免施工过程中的互相影响,导致测量工作出现偏差,同时采取现浇控制点基础、围设围栏等工作对控制点进行保护。完成控制点的布设后,放出管桁架投影线、标高,以便后续复核、安装工作顺利进行。
由于管桁架所有构件均为工厂加工、现场焊接,因此在材料进场时,严格检查相关资料,在现场对构件进行全面检查,如构件的数量、长度、垂直度等,以及安装接头处螺栓孔之间的尺寸是否符合设计要求。构件堆放场地应事先平整、夯实,有条件的可浇筑混凝土垫层,并做好排水措施。堆放时,在下方放置枕木或模板垫平,不宜直接将构件置于地面上。
该工程支座筋板、底板等均使用Q235B型钢材,所用支座材料均为工厂加工后运输至施工现场,可大大缩短现场施工工期,提升支座构件质量。支座施工前应对整体结构的定位轴线、支座轴线和支座标高进行技术复核,注意需在施工前,支座施工完成后进行重复复核,以防在施工过程中发生位移或其他变动,支承面的允许偏差应符合以下表格规定:

表 1 支承面、地脚螺栓位置的允许偏差
1 支承面、地脚螺栓位置的允许偏差
支 座焊接作业,在过渡板与支座底板、过渡板与过渡板之间施焊时,应达到2级以上焊缝质量,且均为满焊。
座焊接作业,在过渡板与支座底板、过渡板与过渡板之间施焊时,应达到2级以上焊缝质量,且均为满焊。
图2 支座安装剖面图 图3 支座示意图
该工程施工区域地面已硬化,为管桁架地面拼装提供了良好条件。将管桁架构件分类、编号并在拼装区域排布完成后,拼装顺序按照下弦、上弦、腹杆的顺序进行。安装胎架时,应注意胎架高度最低处应能满足全位置焊接所需的高度,胎架搭设后不得有明显的晃动,并经验收合格后方可使用。在拼装时,应按设计要求考虑桁架的预起拱值(在设计无要求时可按L/1500取值)。
管桁架拼装时,由于均是在胎架上进行,胎架的定位准确对管桁架的拼装、焊接起着重要的影响,因此在施工过程中,不仅要对管桁架进行测量,还需要对胎架建立测量体系,防止因胎架偏位造成的管桁架拼装偏位。胎架支撑必须有足够的刚度,在胎架上应明确标明主要控制点的标记,作为构件制作时的基准点,还可加设临时加强杆防止出现较大的变形。
管桁架拼装过程中,对管桁架的焊接是工程安装过程中至关重要的一环,其中又以上、下弦杆的对接、相贯面焊口的焊接为重点。在进行上下弦杆对接接长时,在接头处设剖口,内设衬套,正式焊接前需要对两端钢管进行直线度和标高的技术复核,复核无误后进行点焊,使其固定,最后采用分层多道焊接,层间需进行彻底的清理,当焊接完成冷却到环境温度后,按规定进行超声波检查。主管与支管之间的连接焊缝,应沿四周连续焊接并平滑过渡,可用角焊缝或部分采用对接焊缝,部分采用角焊缝的方式焊接,角焊缝的焊脚尺寸Hf不宜大于支管焊缝的两倍。管桁架焊接过程中还需要注意焊接尽量实行对称焊接,让结构受热点对称分布,以减少受热不均匀而产生的扭曲和应力。
本工程由于悬挑长度较大,经与设计单位沟通,钢管对接部位加设10mm钢板进行补焊,以加强对接部位的强度保证


图4 焊缝节点补强示意图
管桁架拼接施工技术复核中,需要在每焊接一组钢管后,进行一次对管桁架的测量,防止积累误差,在整体拼接完成后,需要使其恢复自由状态,在自由状态下测量其轴线、标高、直线度,同时检查各焊点是否满焊,钢管是否变形等。
如在测量复核时发现存在拼装偏差,在正式焊接时可用千斤顶、正反螺纹撑杆,撬杠对构件底部顶、撑、撬等使其准确就位,若管桁架构件在拼装时同时出现轴线、直线度的偏差,先校正轴线,后校正直线度,校正方法可用敲打楔形垫铁法、撬杠顶平法、千斤顶、正反螺纹撑杆斜顶法等,依据现场实际情况选用。矫正完成重新点焊复核无误后,再进行全面焊接。
由于该工程管桁架最高安装高度15.00m,整体跨度33.3m,管桁架吊装至指定地点后还需进行管桁架与支座的焊接,需要长时间起吊至指定地点,若单独采用一台50t吊机进行吊装作业,仅能保证起吊,无法保证起吊过程中与支座的焊接的精确度,为保证吊装的施工质量、安全保障,该工程经过多次讨论,采用1台50t汽车吊承担起吊起重、1台25t汽车吊进行辅助吊装,先安装低跨管桁架,后安装高跨管桁架的方案进行管桁架的吊装工作。
由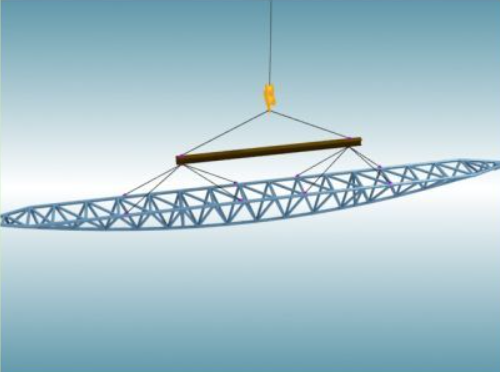 于管桁架吊装使用两台汽车吊整体起吊,在整个吊装过程中,吊点选择尤为重要,吊点的合理布置会减少桁架在吊装过程中的变形,吊点的选择需要根据管桁架的受力、结构特点,计算分析,得出管桁架的合理起吊点。该工程采用“8点吊”的方式进行吊装,吊点设置在管桁架上弦焊接节点上,每个吊点一根钢丝绳,吊索与管桁架角度宜控制在45°至60°。
于管桁架吊装使用两台汽车吊整体起吊,在整个吊装过程中,吊点选择尤为重要,吊点的合理布置会减少桁架在吊装过程中的变形,吊点的选择需要根据管桁架的受力、结构特点,计算分析,得出管桁架的合理起吊点。该工程采用“8点吊”的方式进行吊装,吊点设置在管桁架上弦焊接节点上,每个吊点一根钢丝绳,吊索与管桁架角度宜控制在45°至60°。
图5 起吊吊点示意图
吊机开始起吊时,先将起重吊机与辅助吊机落钩挂绳,根据选择好的吊点绑扎好钢丝绳,将管桁架吊离地面200mm处,检查吊机有无异常、吊机基础有无沉降、钢丝绳是否异常等,检查无误后开始整体吊装工作。吊装过程中,起重吊机以起重为主,辅助吊机配合起重吊机进行水平位移、旋转等位置调整工作,管桁架起吊过程需注意其底部与所跨越障碍物之间应有30cm以上的净空。将管桁架端部缓缓起吊、移动至支座附近,测量、调整,起重机微调角度进行管桁架水平、垂直方向上的调整,使管桁架轴线、标高符合设计要求后,进行管桁架与支座的焊接工作。焊接期间保持两台吊机的稳定性,并随时检查 是否出现安装偏差。焊接完成后对焊缝进行打磨、补漆,待所有工作完成后吊机才能脱钩。
是否出现安装偏差。焊接完成后对焊缝进行打磨、补漆,待所有工作完成后吊机才能脱钩。
图6 支座与管桁架焊接
悬挑型管桁架与普通管桁架在施工技术及整体吊装要点上有所不同,不可一概而论。本文通过某高校大门拱形悬挑管桁架钢结构施工安装与整体吊装技术的应用,简述了悬挑型管桁架前期材料进场、轴线复核、拼装焊接及整体吊装等质量控制要点。该工程钢结构的成功安装,不仅提升了工程质量,为公司“高、大、难、新”工程提供技术及管理上的借鉴,也为悬挑型管桁架钢结构施工技术的提升、研究奠定了基础。
参考文献:
[1] 钢结构工程施工质量验收标准:GB 50205-2020 [S].北京:中国计划出版社,2020.
[2] 钢结构焊接规范:GB 50661-2011 [S].北京:中国建筑工业出版社,2011.
[3] 张毅刚 .《大跨空间结构》[M]. 北京:机械工业出版社,2005.
[4] 周观根,方敏勇.大跨度宅问钢结构施工技术研究[J].施工技术,2006,35(12):82-85.92.
[5] 周晨,刘洋,靳壮壮.大跨度钢结构管桁架力学性能及变形控制研究[J].贵州大学学报(自然科学版),2020,37(2):92-97,112.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



