山西临汾热电有限公司(山西省临汾市 041000)
摘 要
针对山西临汾热电有限公司中压主汽门阀杆漏汽问题,通过现场设备解体、结构分析,综合可能造成阀杆漏汽的原因,并逐条排除后,最终确定了导致问题的主要因素,提出了改造措施,消除中压主汽门阀杆漏汽现象,避免了工质损耗,提高了机组经济效率。
关键词: 中压主汽门 门杆漏汽 轴向力 拉紧装置
一、设备简况
山西临汾热电有限公司机组容量2×300MW ,机组型号为CZK250/N300-16.7/538/538。该机组汽轮机由哈尔滨汽轮机厂制造,系亚临界、一次中间再热、双缸双排汽、单轴、直接空冷、供热凝汽式汽轮机。高中压缸采用合缸设计,高压缸配有2台高压主汽门和4台高压调节汽门,中压缸配有2台中压主汽门和2台中压调节汽门。配汽方式为阀门管理配汽方式,可实现喷觜调节或节流调节无扰切换;调速系统采用高压抗燃油数字电液调节。两中压主汽门对称布置,结构形式为摇臂翻板式结构,驱动方式为抗燃油供给的油动机驱动。公司#1、#2机组投运后,中压主汽门就存在阀杆漏汽现象,现场测量传动端门轴保温温度高达190℃,不仅造成了工质的损耗,增加了机组煤耗,而且漏汽现象也恶化了周围环境,危机设备及人身安全。所以找出漏汽原因并彻底处理至关重要。
二、中压主汽门工作原理
中压主汽门是摇臂翻板式结构(见图一),由悬挂在阀蝶摇臂上的阀蝶以及通过键与阀蝶摇臂相连的轴所组成。轴通过连杆与活塞杆相连接的连杆转动,油动机油缸活塞向上移动而打开阀到安全位置。由关闭到全开油动机行程178mm。全开时阀蝶端部与阀端盖上制动凸台必须贴紧。活塞向下移动关闭阀由压缩弹簧和所产生的关闭力在全部时间内都作用在阀上,这些压缩弹簧作用在活塞上,从而产生一个正的关闭力。两个旁通接头分别安装在蝶阀前后,用管子连接,以便使作用在蝶阀两侧的蒸汽压力均匀,以降低蝶阀打开时的力矩。阀轴伸出部分密封设计有一对球面密封垫,但其密封效果需要轴向足够的压紧推力才能实现。为此在阀轴的自由端装有油控跳闸阀,排气管道与排汽装置相通。当中压主汽门处于开启状态时, 油控跳闸阀关闭, 阀杆漏汽不能排走,阀轴自由端腔室内由轴漏汽而形成的压力作用于轴端,将轴向油动机侧推足,在卡住轴使轴不能转动的同时又使该轴端密封严密而防止蒸汽外漏。当机组跳闸后, 油控跳闸阀开启,轴向密封力失去,即可用最小的作用力关闭中压主汽门。压紧力足够的话,球面密封垫可以密封大部分轴端漏汽,小部分漏汽通过门杆漏汽管道引至轴封加热器,不会产生外漏现象。
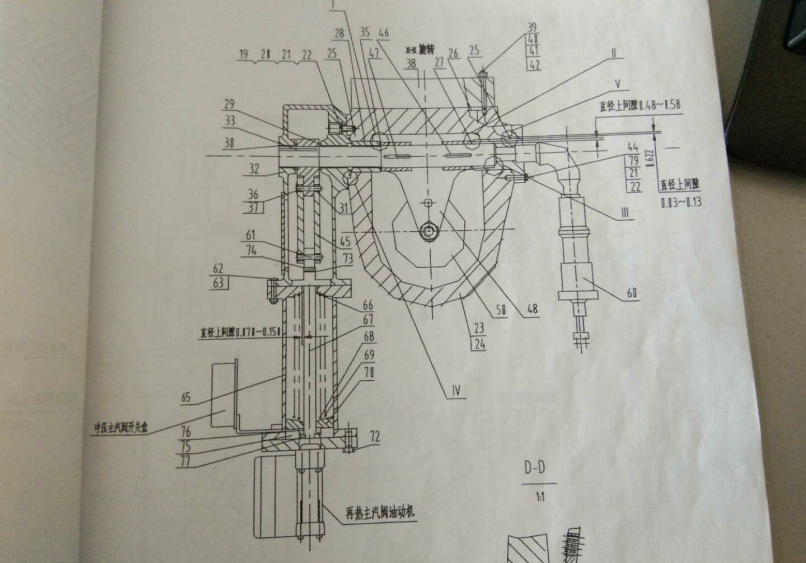
图1 中压主汽门结构图
三、中压主汽门漏汽原因分析及治理
3.1 中压主汽门漏汽原因分析
根据中压主汽门结构原理及现场实际情况分析漏汽原因为:
(1)油控跳闸阀的原因:阀芯与阀座密封不良,有内漏现象;油控跳闸阀油动机内部存在卡涩,阀杆行程不到位;弹簧存在缺陷,弹性失效,弹力不足。以上原因都可能造成轴向压紧推力不足产生漏汽。
(2)球面密封垫与衬套接触不良,未起到密封作用。
(3)中压主汽门阀杆漏汽管道堵塞。
(4)阀轴因为氧化皮等原因使阀轴与衬套间隙过小产生卡涩,轴向推力不能使球面密封垫密封良好产生漏汽。
3.2 中压主汽门漏汽治理
2013年8月,#1机组A级检修时,对中压主汽门根据以上可能造成的漏汽原因逐条进行了解体检查,阀门各部套间隙按技术标准进行了回装。开机后再次出现阀轴漏汽现象,现场检查油控跳闸阀关闭到位,不存在卡涩现象。再次出现漏汽现象分析根本原因为:机组启动初期,中主门开启,但因蒸汽压力较小原因轴向压紧推力不足,球面密封垫接触不良,引起球面密封面受蒸汽冲刷产生漏汽。因为运行及检修时间限制,未能对此及时进行处理,导致泄漏量逐步扩大。
综合以上因素,认为解决轴向推力不足问题是处理阀轴漏汽的主要措施。为了预防机组启动初期对球面密封垫的损坏,在阀轴传动端增加一套拉紧装置,在机组启动前,挂闸中主门打开后人为的事先给阀轴一定的轴向拉紧力,来保证球面密封垫的接触密封良好。考虑到机组运行期间阀体的温度较高,为保证拉紧装置的有效拉力,弹簧采用耐高温材料GH4169,拉紧螺栓采用20Cr1Mo1VtiB材料。同时拉紧力要适中,不能太大,要保证机组打闸油控跳闸阀动作后,中压主汽门能够自由关闭。在2015年8月#2机组B级检修时,汽机专业对中压主汽门阀轴进行了改进,增加了外置拉紧装置(见图2、3),拉紧装置由套筒、弹簧、轴承、调节拉杆组成。套筒一端固定在阀座上,另一端为可调节侧,调节拉杆通过丝扣和阀轴连接,弹簧与拉杆之间有滚动轴承,可转动,以减少旋转阻力,防止中主门开启过程门轴转动引起弹簧变形。经开机验证,有效消除了中压主汽门阀杆漏汽的顽疾,取得了良好成效(见图4)。


图2 改造前中压主汽门 图3 改造后中压主汽门 图4 拉紧装置设计图纸
四、取得成果
现场保温温度测量结果显示,改造前传动端门轴保温温度高达190℃,改造后温度降为52℃,通过增加拉紧装置,有效消除了中压主汽门阀轴漏汽现象,避免了工质损耗,提高了机组的经济效率,降低了机组煤耗,取得了比较好的节能效果。值得在同类型机组中推广应用。
参考文献
[1] 陈以超,引进型300MW汽轮机再热主汽门门杆漏汽问题研讨,华中电力,2002第12期
2

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



