深能库尔勒发电有限公司 841600
摘要:深能库尔勒发电厂1、2号汽轮机组是哈尔滨汽轮机厂设计制造的350MW供热机组,通过几年的运行实践表明,该机组存在的突出问题是:1、2号机EH油指标酸值升高较快并且处理好后不长时间又发生超标现象。基于以上原因,提出对1、2号汽轮机高压主汽门油动机进行改造,以消除过热点,保证EH油系统运行可靠性,提高机组的安全性和经济性。
关键词:350MW汽轮机组;油动机过热处理;特性试验;试验研究
1、汽轮机组特性
深能库尔勒发电厂#1汽轮机是哈尔滨汽轮机厂超临界 CLC350-24.2/566/566型350MW供热机组,一次中间再热、单轴、双缸双排汽、反动式机组。#1机组于2017年06月16日投产运行,#2机组于2017年11月17日投产运行,主要参数如下:
项目 | 单位 | 数据 |
额定功率(TRL工况) | MW | 350 |
最大功率(VWO工况) | MW | 381 |
额定转速 | rpm | 3000 |
高压主汽门前额定主蒸汽压力 | MPa | 24.2 |
高压主汽门前额定主蒸汽温度 | ℃ | 566 |
高压主汽门前额定主蒸汽流量 | t/h | 1016.8 |
主蒸汽最大进汽量 | t/h | 1100 |
中压联合汽阀前额定再热蒸汽压力 | MPa | 3.818 |
中压联合汽阀前额定再热蒸汽温度 | ℃ | 566 |
中压联合汽阀前额定再热蒸汽流量 | t/h | 1001.2 |
额定高压缸排汽压力 | MPa | 4.24 |
低压缸排汽压力 .4/5.4 kPa(a) | kPa | 5.7 |
设计循环冷却水温度 | ℃ | 22.5 |
设计背压 | kPa | 12 |
THA工况热耗 | kJ/kWh | 7646.3 |
回热级数 | | 7级 |
额定给水温度 | ℃ | 278.7 |
调节控制系统型式 | | DEH |
启动及运行方式 | 高压缸启动 | |
最大允许系统周波摆动 | HZ | 48.5~51.5 |
空负荷时额定转速波动 | r/min | ±1 |
噪音水平 | dB(A) | <85 |
通流级数 | | 36 |
高压部分级数 | | 1+12 |
中压部分级数 | | 11 |
低压部分级数 | | 2×6 |
2、汽轮机组存在的主要问题
EH油具有抗燃性,但并不表示它可在高温下运行。EH油在常温下的氧化速率极慢,但在较高温度下其氧化速率会剧增。运行中一般控制温度在40~55℃,但由于设备设计因素,过温现象还是存在的。如油在流经油动机附近时,由于热辐射,可使该段流过的油的温度远远超出正常运行时的温度,这种局部热点的存在可大大加快EH油的劣化速度,使EH油在短期内酸值升高很快,EH油也具有一般有机物的通性,即受热易分解。EH油酸值最高时达到0.19mgKOH/g(标准酸值≤0.15mgKOH/g),按GB/T 264方法进行试验。当运行磷酸酯抗燃油的酸值升高较快时,说明发生了老化或水解变质。应查明酸值升高的原因,采取处理措施,如加强滤油等,以防止油质进一步劣化。另外,在油温较高时,EH油能溶解其管路连接处的密封材料,一方面会造成油泄漏,另一方面会改变油的性质。
我厂350MW汽轮机高压主汽门油动机安装结构及安装位置,决定了油动机及油管的工作环境始终处于高温状态,最高时高达103摄氏度,长期的高温环境使油动机密封圈提前老化,失去弹性,造成活塞杆处漏油、粘结、卡涩,甚至产生油管内抗燃油高温变质堵塞油管而造成油动机关不下的危险现象。
3、汽轮机组主要改进项目
如今,各火力发电厂已经认识到这一问题的严重性,先后对EH油系统进行了改造。现改造成功的电厂有,华能宁夏大坝电厂的2台机组、山东十里泉发电厂的1台机组。通过咨询以上电厂得知,机组进行改造后,EH油局部过热的现象明显减少。EH油油质明显得到了改善。延长了EH油及氟橡胶密封件的使用寿命。
根据我厂的实际情况,以及其他电厂高主油动机改造的成功经验,对我厂1号机2台高主门油动机进行改造。
4、改造主要技术措施
1、加工高压主汽门油缸及支架2套。
2、拆除原高压主汽门油缸及支架。
3、安装新油缸及支架。
4、新油缸安装后,油动机连接管需要做适当的改动和焊接。
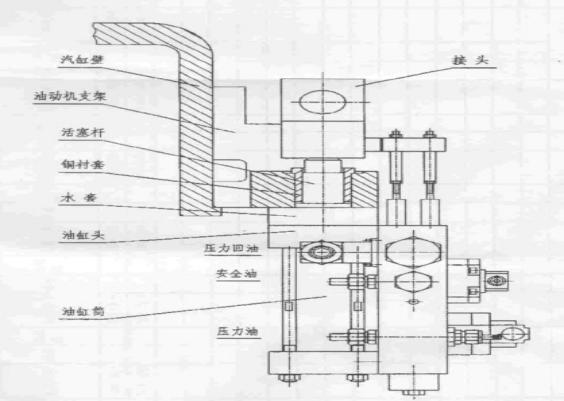
5、布置增加冷却水管路至高调处;冷却水套及所用冷却水管采用不锈钢材质,冷却水源为凝结水,凝结水水质较好且压力较高,可以防止杂物堵塞冷却水管,加快水流速度,提高冷却效果。(见附图)
6、所有焊口均采用全氩弧焊接工艺。
7、系统改造完毕后,要对系统进行彻底清扫。待油质合格后,系统方可投入运行。
5、改造后的效果
西安热工院于2019年01月06日,对#1、2汽轮机抗燃油进行了特性试验,1、2号机抗燃油的电阻率符合DL/T571-2007《电厂用磷酸酯抗燃油运行于维护导则》标准要求,但接近标准下限值,且1、2机抗燃油现场再生处理后至今,受系统运行工况影响,1、2机抗燃油又发生了一定程度的劣化变质。按照4%的吸附剂量对1、2机抗燃油在实验室进行吸附再生处理试验,由结果可以看出,再生处理后1、2机抗燃油的电阻率及泡沫特性均大幅改善至新油水平,说明1、2号机抗燃油电阻率下降以及泡沫特性超标是因优质劣化所引起的,将劣化产物吸附去除后,油质恢复正常。,
对1、2号汽轮机高压主汽门油动机进行改造后,油动机处油温最高65摄氏度,EH油酸值下降到0.073mgKOH/g,改造达到了预期的效果,提高了机组的安全性和经济性。
参考文献
[1]哈尔滨汽轮机厂 深能库尔勒发电有限公司高压主汽油动机原理图
7

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



