南京市特种设备安全监督检验研究院 南京 211000
摘要:随着国民经济的飞跃发展,我国电梯安装量大规模增长,从目前来看电梯在人们日常生活中已经必不可少。从而电梯安装工艺也变的极为重要,在电梯安装过程中,曳引钢丝绳安装的质量直接影响到后期电梯使用的舒适感、使用寿命周期等。
关键词:曳引驱动电梯;钢丝绳;舒适感;张力;
引言:曳引驱动电梯钢丝绳是电梯设备中非常重要的部件,它承受整个电梯运行部件的重量,并在运行时绕着曳引轮、导向轮、反绳轮单向或复绕弯曲,在运行过程中钢丝绳自身的扭力和每根钢丝绳的张力对使用寿命影响很大,故而正确的钢丝绳施工流程非常重要。
1.1 在任何情况下,装卸和搬运时,都不得从高处落下。
1.2 不得在小石子或钢材等凹凸不平的物体上滚动或拖曳。
1.3 在工地上保管钢丝绳时,不能使钢丝绳沾上雨或水,而且应避免阳光的直射。钢丝绳不得直接放在地面上,而且不应在钢丝绳上放置其它重物。
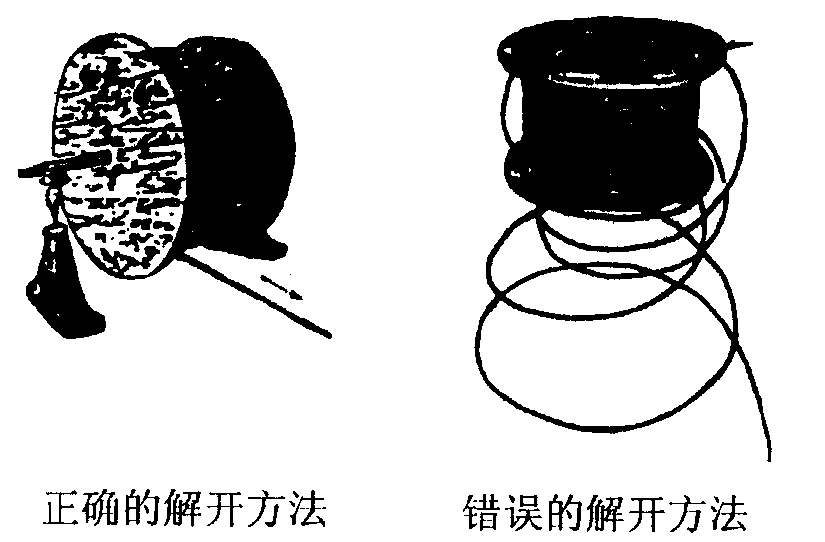
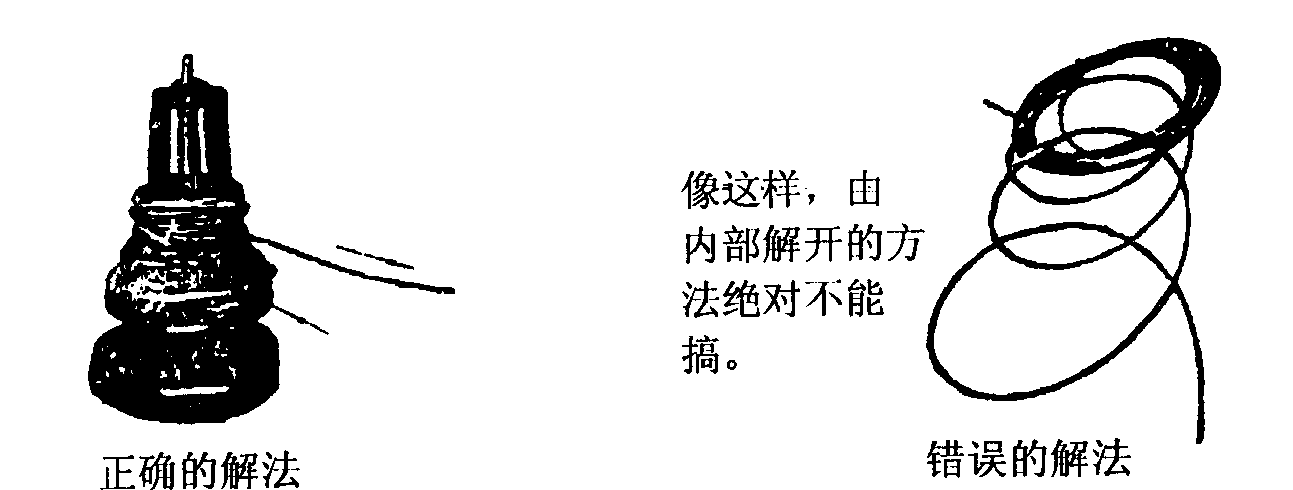
2.1 用滚筒卷的场合:滚筒的中心穿入管子,然后将管子固定,转动滚筒,将钢丝绳以下侧笔直地拉去。参见图1-1。
2
图
图
3.1 钢丝绳绳头的制作
3.1.1 钢丝绳截断前,在将要截断处的两侧先用0.7mm的退火铅丝进行包扎处理(参见图1-4),铅丝要均匀扎紧,绑好后铅丝的末端按图1-6所示,顺绳股捻向压在绳股间隙处,再在第二捆扎处作同样处理,从第二捆扎处至第一处的长度一般为A+2.5x曳引钢丝绳直径(mm),A为锥套锥孔(漏斗部分)长度,参见图1-5。然后再截断钢丝绳。
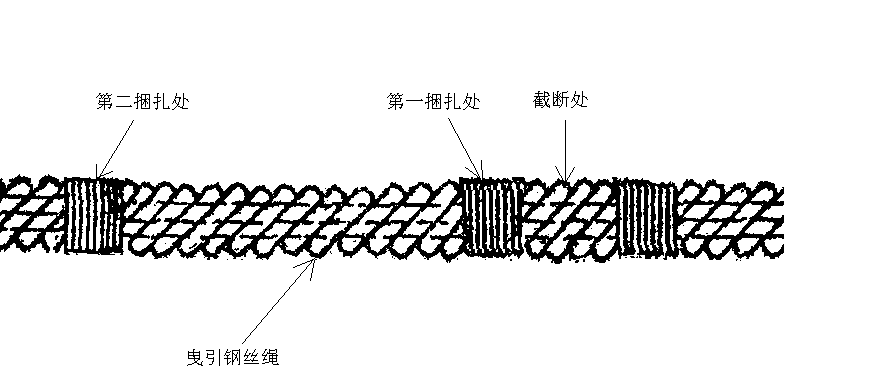
图1-4



图1-5 图1-6 图1-7
3.1.2 仔细检查锥套小口端,如周围有可能损伤钢丝绳的毛刺或锋利的锐角应进行处理。
3.1.3 用煤油或专用清洗溶剂清洗锥套锥孔部后烘干备用。
3.1.4 将钢丝绳的端头从钢丝绳锥套的小口端插入,大口拉出,拉出的长度以下一步工作能顺利进行即可。
3.1.5 拆开第一捆扎处的包扎铅丝,解开钢丝绳分出股线,在尽量靠近第二捆扎处根部截断麻芯(参见图1-7),用煤油或专用清洗溶剂将附着在钢丝绳股线上的油污等洗净。
3.1.6 按图1-8所示,将各根股线向钢丝绳内侧折弯并将端头紧靠第二捆扎处钢丝绳中心部。折弯部分股线的长度应该为钢丝绳直径的2.5倍以上,再次用煤油或专用清洗溶剂清洗被折弯的钢丝绳部分(具体弯折长度参见表1-1)。
曳引钢丝绳直径(mm) | 12 | 14 | 16 | 18 | 20 |
折弯长度(mm) | ≥40 | ≥40 | ≥50 | ≥55 | ≥65 |
钢丝绳头弯折部分长度表(表1-1)
图1-8
3
.1.7 将钢丝绳向小口方向拉,使已被折弯的股线部分缩进锥套大口里,各股线的折弯部分(如图1-4)缩到与钢丝绳锥套孔的大口拉平或稍微露出一些为止且各端部要靠拢.。当钢丝绳向小口端回拉时,因第二捆扎处铅丝要从小口端稍许露出些,所以要防止在捆扎处钢丝绳散开绳股鼓起。如一面轻敲锥套锥孔部,一面用力拉钢丝绳,则捆扎部较易通过小口端。
3.2 浇注巴氏合金,应按以下步骤进行:
3.2.1为保证锥套中心和钢丝绳中心在同一直线上需将锥套垂直放置。
3.2.2为防止巴氏合金流出,可用布头在锥套小口端外侧临时包扎。
3.2.3用小型加热器对锥套稍进行预热,可以使锥孔中水份蒸发和防止在浇注过程中液态的巴氏合金因急冷在中途凝结。对锥套预热时要防止加热过分并采取措施避免操作时损伤钢丝绳。(预热的温度宜控制在50℃左右)

3.2.4用加热器将巴氏合金加热至400450℃的熔解温度,即把木片插入巴氏合金的熔液中,立即烧焦时即可。在清除熔液表面的熔渣后,将上述巴氏合金熔液缓缓、均匀地注入已经预热的锥套中,浇注过程不能停顿,直至浇满为止。巴氏合金浇填完毕的状态应如图1-9所示,能看出菊花图样似的各股的折弯部分,锥套小口一端稍许漏出一些巴氏合金。
3.2.5待绳头冷却后,在巴氏合金表面露出的钢丝绳折弯部分做防锈处理。
3.3 施工时注意
3.3.1巴氏合金应一次浇注成形,严禁多次浇注。
3.3.2为防止液态巴氏合金飞溅伤人,作业人员需正确穿戴电焊作业防护手套和护目镜。
3.3.3本文中提到的加热器是指氧气乙炔割炬、喷灯或电加热器。
3.3.4钢丝绳锥套有整体式和销子式两种,如图1-10所示。钢丝绳的末端处理方法是一样的,但是对后者应注意在装拆连接销开口销时,切勿发生变形损伤。
3.4 钢丝绳长度的确定
3.4.1将轿厢架用葫芦拉至下梁比顶层地面低125mm,如轿底已装,则轿底与顶层地面齐平。
3.4.2将钢丝绳(已做好绳头的一头)从机房放下穿至上梁绳头孔后,装上弹簧,套圈,拧上螺母,并穿上开口销。把钢丝绳的另一头经曳引轮槽,从机房放下,穿过对重架绳头孔,将对重绳头锥套直接放进对重架绳头孔,套上附件,拧上螺母,并将锥套托出并与对重架绳头板紧贴,量出所需的钢丝绳的长度,见图1-11,再扣除钢丝绳受负载后伸长量,做好记号,将钢丝绳拉出绳头孔,在井道外做另一绳头,做法同上。
3.5钢丝绳张力的调整
3.5.1拉秤测量法
在电梯动车后,将轿厢处于井道高度2/3的位置。用拉秤测量对重侧曳引钢丝绳的张力,可利用拧紧或放松绳头的方法调整各钢丝绳的张紧力,直至满足各钢丝绳张力误差不大于5%,但是锥套螺杆头离螺母不得大于70mm,否则必须重新做钢丝绳头满足上述要求。注意:不得采用旋转钢丝绳的方法来调整钢丝绳的张力。
3.5.2锤击法
对于电梯行程大于40m的场合,调整轿厢侧钢丝绳张紧时,将轿厢置于中间层站,在轿厢上方1m处以相同的力用橡胶锤子对每根钢丝绳进行侧向敲击,使其产生振动,测定每根钢丝绳往返5次所需的时间,其误差应控制在下列计算值内。
最
≤0.2
大往复时间-最小往复时间对重侧钢丝绳张力调整时,将轿厢置于中间层站,用上述方法测定钢丝绳张力。
3.5.3钢丝绳张力测试仪
钢丝绳测试仪是通过精密的微型张力传感器为测试探头,通过有线或无线
的方式把每个钢丝绳的张力数据传输到测试仪。在测试时需要注意的是尽量将
电梯停靠至行程中端,张力传感器需依次夹在每根钢丝绳上,需要注意的是不
能有干涉。在整体调整时轿顶、轿厢均不能站人。一次调整完成后需将电梯
整行程正常运行2~4次,再进行每根测量从而更能准确测量出每根绳张力值误
差都能保证在5%。
3
图1-12

图1-11

总结:对于新安装的电梯首先要对钢丝绳做好成品保护,在施工过程中保护好钢丝绳不能有扭结、压扁、弯折、畸变等问题。钢丝绳安装完成后还需要对每根钢丝绳张力进行调整。一般调整方法有三种:拉称测量法、锤击法、钢丝绳张力测试仪。一般情况前两种方法使用较为广泛,也简单易于操作。对中高速梯还需用钢丝绳测试仪。
参考文献;[1]GB 7588-2003 电梯制造与安装规范
[2] GB 8903-1988 电梯用钢丝绳
[3] GB/T 10060-2011 电梯安装验收规范
[4] 夏常福,周子龙,梁丽华.由钢丝绳断骨断丝引起的故障分析[J].
安全,2010,(5).
[4] 赵维垲,张春雷,蔡磊.制绳钢丝力学性能与钢丝绳疲劳寿命的关
系[J].金属制品,2006,(2).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



