抚顺石化公司石油二厂 辽宁 抚顺 113004
摘要:**石化公司努力追求国Ⅵ汽油质量升级。国Ⅵ汽油质量升级的难点主要集中在烯烃降幅上,**石化公司通过对GARDES工艺的优化调整及原料控制,不换催化剂的前提下将催化裂化汽油的烯烃含量降至24%v,满足国ⅥA阶段汽油出厂调和要求,顺利实现**石化公司的国ⅥA阶段汽油质量升级。,
关键词:GARDES工艺;烯烃;国ⅥA阶段;不换催化剂
根据2016年12月23日颁布实施的车用汽油标准(GB17930-2016)及2017年9月7日颁布实施的车用乙醇汽油调和组分油标准(GB22030-2017)。国六汽油共分两个阶段,即国ⅥA汽油和国ⅥB汽油。2019年1月1日起执行国ⅥA汽油标准,2023年1月1日起执行国ⅥB汽油标准。国六汽油与国五汽油相比,主要技术指标如:干点不大于205℃、硫含量不大于10mg/kg等没有变化,主要的问题焦点集中在烯烃含量。这是本次汽油质量升级的难点。
国五乙醇汽油调和组分油烯烃要求不大于26%,而国ⅥA乙醇汽油调和组分油烯烃要求不大于19%,国ⅥB乙醇汽油调和组分油烯烃要求不大于16%。国五车用汽油烯烃要求不大于24%,而国ⅥA车用汽油烯烃要求不大于18%,国ⅥB车用汽油烯烃要求不大于15%。
对于**石化公司来说,催化裂化汽油降烯烃是本轮汽油质量升级的难点和重点,因此**石化公司本次国ⅥA汽油升级方案是适当控制催化裂化汽油烯烃含量,不换催化剂前提下通过优化GARDES工艺条件于2018年7月份实现催化裂化汽油国ⅥA阶段的生产。
GARDES工艺技术由中国石油大学(北京)和中国石油石油化工研究院兰州化工研究中心共同开发。该技术将催化汽油在临氢条件下进行全馏分预加氢后进入切割塔进行馏分切割;切割后的轻组分不进行处理,这时轻组分中的硫醇已转移至重组份中、其它指标合格,而重组份则在临氢条件下经选择性加氢脱硫以及辛烷值恢复后再与上面轻组分混合得到满足国IV清洁汽油标准的调和组分。
图1 GARDES工艺流程简图
**石化国ⅥA汽油质量升级的方案是适当控制催化裂化汽油烯烃含量,不换催化剂条件下,通过优化GARDES工艺参数,如:调整轻重汽油切割比和提高反应温度等控制烯烃含量和辛烷值损失,最后通过油品调和实现ⅥA汽油质量升级。主要调整过程如下:
国ⅥA阶段生产过程中预加氢部分的操作条件不变,维持100至105%的负荷运行。其中预加氢的汽油进料量143-150吨/时,预加氢反应器入口温度85oC、入口压力1.9MPa,氢油体积比5:1,轻重汽油切割比2.8:7.2,并适当增加轻汽油单独外送量。
国ⅥA阶段生产过程中加氢脱硫部分的主要操作方案是提高加氢脱硫反应器和辛烷值恢复反应器的反应温度。根据每次提温后的分析结果和操作参数评估国ⅥA阶段的效果。为保证参数评估的准确性,两个提温阶段的间隔时间不应小于24小时。
加氢脱硫反应器:压力、氢油体积比保持国V不变、加氢脱硫反应器入口温度从232oC提到242oC。辛烷值恢复反应器:压力、氢油体积比保持国V不变、辛烷值恢复反应器入口温度从329oC提到340oC。
表1 催化裂化汽油国ⅥA与国V生产参数对比
项目 | 单位 | 2018年1月 国V | 2018年7月 国ⅥA | |
预加氢 | 入口温度 | ℃ | 83.91 | 86.40 |
出口温度 | ℃ | 86.09 | 86.39 | |
总温升 | ℃ | 2.18 | -0.01 | |
反应压力 | MPa | 1.9 | 1.89 | |
脱硫 | 入口温度 | ℃ | 223.15 | 239.04 |
出口温度 | ℃ | 247.65 | 271.14 | |
总温升 | ℃ | 24.50 | 32.10 | |
反应压力 | MPa | 2.05 | 2.17 | |
辛烷值 | 入口温度 | ℃ | 320.06 | 339.97 |
出口温度 | ℃ | 328.04 | 343.24 | |
总温升 | ℃ | 7.98 | 3.28 | |
反应压力 | MPa | 1.75 | 1.74 | |
催化汽油原料量 | t/h | 128.58 | 148.26 | |
预加氢反应进料量 | t/h | 129.83 | 149.82 | |
轻重汽油切割比 | | 3.0:7.0 | 2.8:7.2 | |
原料硫含量 | mg/kg | 84.55 | 87.38 | |
原料硫醇含量 | % | 0.0019 | 0.002 | |
原料烯烃含量 | % | 34.64 | 32.52 | |
原料辛烷值 | | 90.54 | 89.25 | |
产品硫含量 | mg/kg | 4.93 | 7.16 | |
产品硫醇含量 | % | 0.0002 | 0.0002 | |
产品烯烃含量 | % | 28.16 | 24.12 | |
产品辛烷值 | | 88.64 | 87.01 | |
辛烷值损失 | | 1.9 | 2.24 | |
烯烃降幅 | | 6.48 | 8.4 | |
通过图2可以看出国ⅥA汽油生产后的原料硫含量高于国Ⅴ汽油生产期间的硫含量,给国ⅥA汽油的生产带来一定困难。造成ⅥA汽油的产品硫含量高于国Ⅴ汽油(见图3),但通过优化调整后ⅥA汽油的产品硫含量还是达标的。
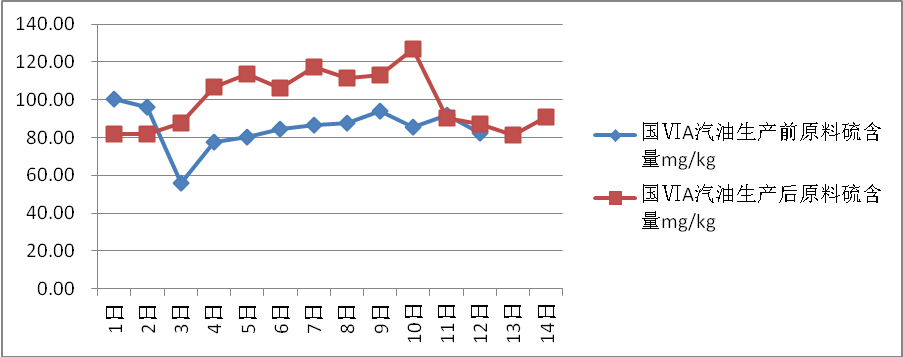
图2 国ⅥA汽油生产前后原料硫含量变化
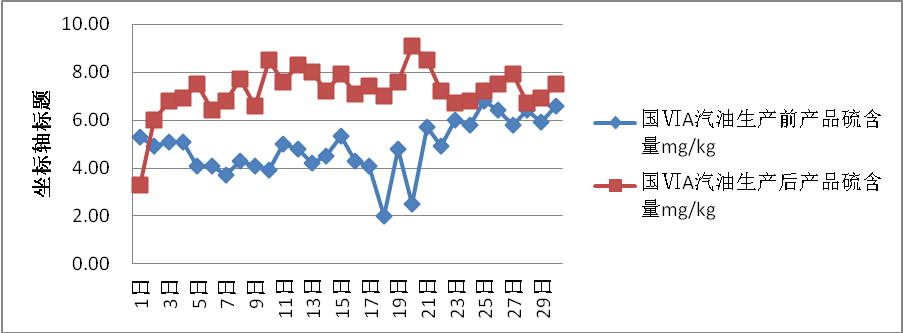
图3 国ⅥA汽油生产前后产品硫含量变化
通过图4可以看出通过上游催化装置的控制,国ⅥA汽油生产后的原料烯烃含量低于国Ⅴ汽油生产期间的烯烃含量,有利于国ⅥA汽油的生产。通过图5可以看出,通过操作参数的不断优化,国ⅥA汽油产品的烯烃含量不断降低,明显低于国Ⅴ汽油,并达到**石化公司油品调和要求的小于24%v的指标要求。
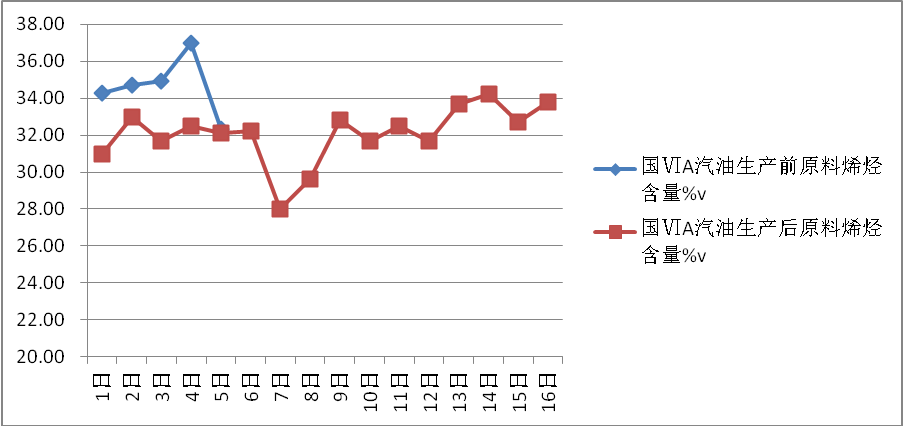
图4 国ⅥA汽油生产前后原料烯烃含量变化
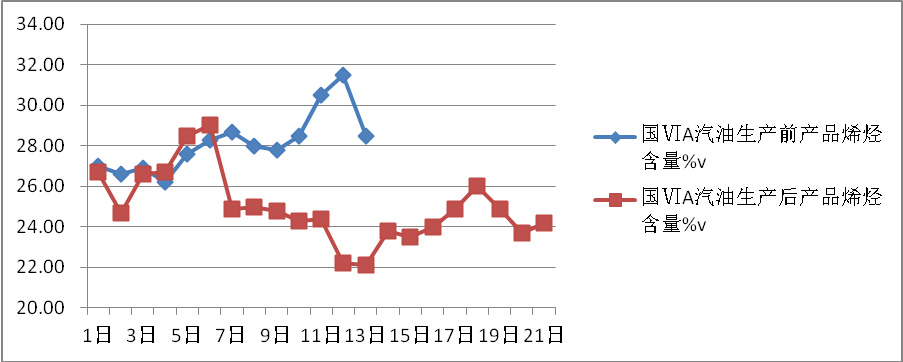
图5 国ⅥA汽油生产前后产品烯烃含量变化
**石化公司本次催化裂化汽油国ⅥA质量升级不更换催化剂、仅对操作参数进行优化调整,催化裂化汽油总硫降至8.5 mg/kg以下,硫醇降至0.0002%wt,产品烯烃平均24%(烯烃降幅达到8%以上),达到**石化公司国ⅥA汽油调和组分的质量要求,顺利实现国ⅥA汽油质量升级。
国ⅥA汽油生产期间,由于反应深度加大、出现轻度裂解,调和产品液体收率略有降低,能耗有所增加。
参考文献
石冈,范昱,鲍晓军,等.催化裂化汽油加氢改质GARDES技术的开发及工业试验[J].石油炼制与化工,2013,40(09):67.
鈡宇峰.《焦化汽油加氢装置长周期运行探讨》 [J].广东化工.2012.39(5)177-178.[2
]李大东.《加氢处理工程与工艺》.中国石化出版社
6

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



