华能洛阳热电有限责任公司 河南省洛阳市 471000
摘要: 本文针对圆盘滤布脱水机在使用中出现的大轴在驱动端台阶处折断问题,进行分析和探讨,查找出原因及采取了相应的处理手段,并对再次出现类是问题做了预防,除较短时间内恢复设备运行外也为设备厂家后续完善设计提供了参考。
关键词:圆盘滤布脱水机 石膏
1 前言断轴
圆盘滤布脱水机是近年来逐渐兴起的石膏脱水新技术结晶,由于圆盘滤布脱水机具有结构紧凑,安装占地少、土建费用低,耗电量比传统皮带脱水机低,比较节省冲洗水,以及维护工作量及维护费用较低等优势,目前在电力行业中使用逐渐普及并有替代皮带脱水机的趋势。但由于其在电力行业的应用属于新兴技术,因此在使用过程中不可避免的会出现一些新问题,反推产品不断更新和改进。本文作者通过对本单位使用圆盘滤布脱水机出现的脱水机断轴问题进行分析及总结,并简要介绍了如何处理这一问题的过程,希望借此能对其他兄弟单位和脱水机制造厂商提供使用和制造参考。
2 设备概况
华能洛阳热电有限责任公司使用的是 GPGT40-8石膏专用脱水机,该脱水机机由扇形板组成的滤盘构成,每个扇形板作为单独的过滤单元,滤布套在扇形板上形成滤室,滤盘由电机通过减速机来驱动并按指定的方向运转,槽体内的料浆在吸附区借助真空泵在滤布两侧形成的压力差,附着在过滤盘上形成滤饼,滤饼离开液面后,在真空泵作用下继续脱水。滤液透过滤布,经过滤液管从分配头排出,滤饼在卸料区由卸料刮刀挂掉落入排料槽,整个作业过程连续循环进行。其主要技术和工艺参数如下:
过滤面积(m2) | 40 |
过滤盘数(个) | 8 |
滤盘直径(mm) | 2570 |
入料固含(g/l) | 1300~1600 |
处理能力(t/h) | 40 |
滤饼含水率(%) | ≦10 |
真空度(Mpa) | -0.06~0.09 |
驱动电机功率(kw) | 3.7 |
主轴转速(r/min) | 03.3-1.3 |
主轴转速长宽高(mm) | 6513*3305*2783 |
其结构主要包括:分配头,中心轴、槽体,滤盘装置、吹风装置、刮刀装置、液位检测装置,清洗装置、润滑装置等。
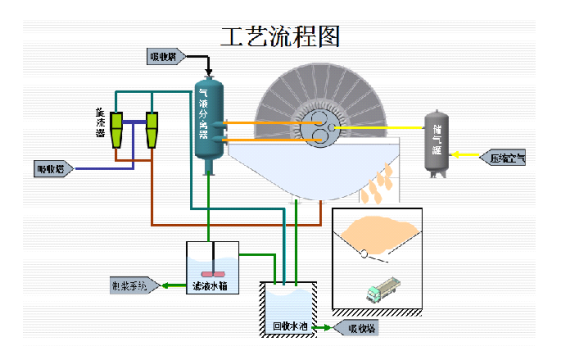
石膏脱水机工艺流程图如下:
3 存在问题
脱水机在正常远方停运后再次启动过程中,发现启动信号发出后,电机和减速机运转而机体不会运转,经检查机体大轴在槽体和分配头之间位置有轻微下沉,二者不同心,初步怀疑大轴断裂。
4 原因分析
在拆除电机、减速机、轴承座和分配头后,发现脱水机大轴在分配头后大轴变径处断开,断面比较平整,经联合制造厂家结合断面和制造工艺分析,主要断裂原因如下:
大轴制造工艺原因:
因工艺需要脱水机采用的是空心大轴,在空心大轴内分吸干和吸液流道。按制造工艺需要大轴是分页扇形焊接成两个圆柱形,然后再对接焊接成整体,大轴焊接完后形成两段各自独立的吸干和吸液流道,最后在空心大轴两端分别焊接两个短轴作为支撑和驱动轴,驱动轴至电机侧依次为分配头、轴承座、减速机和电机,非驱动端相比驱动端减少电机和减速机配置。由于大轴长6.50米,最小的轴端直径180mm,整体比较长和宽入炉退火比较困难,退火工艺都是在现场焊接完成后就地加热再保温缓慢散热,然后再进行精加工及装配。本次大轴断裂处也是焊接的应力集中处,从断口断面分析应该是在此处存在应力集中有制造缺陷,在脱水机启动应力最大时发生脆断。
设备整体设计原因:
脱水机驱动是靠电机和减速机直联,电机、减速机和大轴三者都是死节点固定,中间没有弹性件连接吸收冲击载荷,每次空载和重载启动都会给驱动轴一个冲击力,根据使用经验重载启动的冲击力往往很大,严重时候甚至需要人力助推才能转动。
5 处理方案
根据现场损坏情况,脱水机返回制造厂进行解体检修和改正设计缺陷是做好的处理方法,但由于脱水机是在役运行设备,不具备长时间停运的条件,因此综合考虑进行现场抢修并按下列两步进行:
首先弥补设计缺陷:重新设计驱动轴并布局其上设备分布,在减速机和轴承座之间增加一个弹性联轴器来吸收或者减弱脱水机启动过程中的冲击应力,对大轴各脆弱节点进行保护,防止其在启动冲击载荷下发生疲劳和脆断。
其次对大轴进行补焊修复:重新制作一根驱动轴,并和原来的大轴焊接在一起。具体工艺是将两根轴中心打孔穿上销子定位,然后将轴端预热后不断转动大轴缓慢焊接,焊接完成后再加保温棉包裹缓慢散热,并在轴头部位架上千分表检测冷却过程中驱动轴的变形挠曲量。在焊接完成并经48小数缓慢散热后,轴头径向变形量在8丝,检测处理后的焊缝无裂纹无白点,修复过程重要图片纪录如下:


断轴断面图 焊接修复图


修复前驱动结构 修复后驱动结构
6 修复效果
因驱动轴和主轴断轴后驱动端大轴约束缺失,大轴轴向和径向固定位置都脱离设计值,因此在驱动端修复完成后首先对大轴校正,消除脱水机大轴对扇形盘和壳体的干涉,然后依次装配分配头、轴承座,联轴器、减速机和电机等,并相应的对平台、平台支撑和栏杆进行改动。装配完毕后空载和重载试车,脱水机运行都比较平稳,振动值和电机负载都在合格范围,修复达到预期目的。
7 结束语
本次脱水机断轴修复由于现场修复及定做联轴器货期较长等因素影响,总用时13天完成,造成本次断轴的主要原因是脱水机的设计缺陷,即在制造过程中对如何消除启动冲击载荷考虑欠周,修复虽然解决了这一问题,但受现场生产限制比较仓促和急迫,被动应付。修复后脱水机虽然运行比较平稳但由于驱动轴对焊后有变形,在转动过程中大轴仍有一定挠度,最后仍要择机返回厂家彻底处理,但技术进步总是依靠应用不断推动,本次抢修也给制造厂家反馈了相应的使用信息,便于其完善后续设计和制造,更好的服务于生产需要。
参考文献:
1尹立克. 114m~2真空立盘过滤机性能研究与设计[D].西安建筑科技大学,2010.
2赵昱东. 连续式过滤机的新发展[J]. 过滤与分离,2000,(01):1-5.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



