TCL空调器(中山)有限公司 广东省中山市 528400
【摘要】本文以空调管路件火焰钎焊为研究对象,对其原理、工艺技术、制造环节常见的质量缺陷以及解决对策展开论述。
【关键词】空调管路件、钎焊工艺、焊接缺陷及对策
Research and application of brazing technology for air conditioning pipeline parts
ShenDu(TCL空调器(中山)有限公司)
TCL air conditioner (Zhongshan) Co., Ltd. Zhongshan City, Guangdong Province 528400
【摘要】本文以空调管路件火焰钎焊为研究对象,对其原理、工艺技术、制造环节常见的质量缺陷以及解决对策展开论述。
[Abstract] This paper takes the flame brazing of air conditioning pipeline parts as the research object, discusses its principle, process technology, common quality defects in the manufacturing process and the countermeasures.
【关键词】空调管路件、钎焊工艺、焊接缺陷及对策
[Key words] Air conditioning pipeline parts, brazing process, welding defects and Countermeasures
空调换热器、管路件的生产制造中,大量使用高效内螺纹铜管和紫铜管,各管路件之间需要采用焊接方式连接成一个密闭的内循环系统,对焊接的质量要求很高,不能有泄漏、堵塞的现象,否则空调性能就会失效。目前行业常用的焊接方法为火焰钎焊,火焰钎焊工艺对焊接质量影响非常大,为了提升焊接质量,需要深入研究并规范钎焊工艺。
1 钎焊原理
火焰钎焊是采用比母材(热交换器与管路件)金属熔点低的金属钎料(焊条),通天然气/石油气与氧气的合理配比,使用中性焰内焰对管路结合处进行加热。将需要焊接的管路件加热到高于钎料熔点但低于母材熔化的温度(焊料熔化,母材仍保持为固态),通过母材的温度将焊料熔化,利用毛细作用使液态钎料填充焊接件的间隙。经钎料在母材表面的渗透、扩散和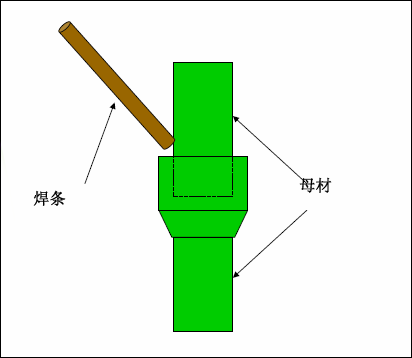
相互作用,然后冷却、凝固,从而使两个分离的物体连接成一个整体的过程作业。
图1-1
2 钎焊工艺方法及要求
2.1 对钎焊操作人员的要求
钎焊工必须经过专项焊接理论培训和实操培训,具备熟练的焊接技能和基本的理论知识,考试验收合格才能颁发上岗证,并且需持证上岗。涉及重要、特殊工件钎焊的岗位,焊工经确定后不得随意换人。如有员工离职或紧急生产任务等情况,需更换焊工必须按照既定管理流程评审合格后才能上岗,需要密切跟踪焊接质量数据,及时发现问题、及时纠偏,避免批质量异常的发生。
钎焊工绩效管理,质量管理部以月为单位对钎焊工的焊接质量数据进行收集、统计、发布和评价,达成指标予以激励表彰,未达成指标钎焊工需进行回炉培训。
钎焊工技能等级管理,为了能够更好的激励焊工,根据焊接绩效、焊接技能水平,对钎焊工技能等级评价晋升。通常划分为一级至五级、技师、工程师等,随着技能等级的提升岗位系数同步提升,同时也实现了员工的技能晋升通道。
2.2焊接材料准备及要求
2.2.1 焊料的选用
钎料自身的性能与母材的相互作用将决定焊点的质量,合适的熔点、良好的润湿性和填缝能力、能与母材充分作用并形成牢固的冶金结合、具有均匀稳定的成分、其力学性能及物理化学性能符合要求。
结合铜管的熔点及钎料成本,常规的紫铜焊接,行业通常选用铜磷焊条Bcu93P。不同母材性能不同,根据具体材料选择钎料。空调行业中常见的钎料型号及其熔点温度对照如下表2-2-1所示:
钎料型号 | 钎料熔点ºC | 钎焊温度ºC |
BCu93P | 710~800 | 740~840 |
BCu92PAg | 645~825 | 740~820 |
BCu91PAg | 645~790 | 730~810 |
BCu89PAg | 645~780 | 710~810 |
BCu80PAg | 645~800 | 700~810 |
BAg37CuZn | 650-740 | 735~835 |
BAg45CuZn | 665~745 | 745~845 |
表2-1
2.2.2 待焊母材检查处理
焊接前应对待焊母材外观进行检查,管口部分不得有毛刺、油污、灰尘等;内、外表面不得有明显的氧化现象,如有上述现象应对其进行清理;管口应无明显变形,否则需进行管口矫正;待焊的工件应放于清洁干燥的容器内,盖好防尘罩。
2.2.3 装配及间隙要求
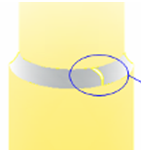
钎焊配管插入深度(喇叭口部)为8mm以上(8-15mm),单边间隙为0.05mm~0.2mm,管路插入无回弹、无倾斜。见图2-1。
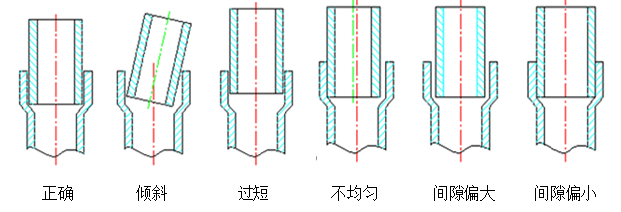
图2-1
2.2.4 充氮保护
氮气为惰性气体,焊接加热时能保护铜管内壁氧化,在钎焊前对工件进行充氮保护。缺乏氮气保护的情况下进行钎焊作业,易导致管路内壁产生严重的氧化皮,有效做好充氮保护的管路件则能达到内壁清洁,防止内表面产生氧化物从而造成管路堵塞,引起压缩机润滑油变质,导致压缩机烧毁等故障。差异见图2-2。
图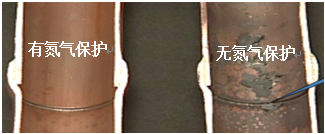
2-2
充氮保护分为预充氮、过程充氮和焊后充氮三个阶段:预充氮是在管路钎焊前先充入一定量的氮气,将管路内部原有空气完全排出的过程;钎焊过程充氮是指从钎焊预热到钎焊加热完成期间,向管路内部充入氮气的过程,目的是保证母材在钎焊受热过程中管路内部完全处于氮气保护状态;焊后充氮是指在焊后继续向管路内充入氮气,使工件冷却至一定温度的过程。
2.3 钎焊工艺方法
2.3.1 焊枪火焰的调节
火焰调节方法:首先打开燃气阀门,通气2~3秒,打开O2气阀门并点火,然后调节燃气与氧气阀门,调节火焰使内焰(白色)与焰芯(蓝色)相距2~4mm,此时内焰轮廓已模糊,内焰与焰心将重合,颜色为浅蓝白色,此时火焰为中性焰。如果继续加大O2则变成氧化焰,焰心变短呈白色,常伴有刺耳的嘶嘶声;减小O2则变成碳化焰(还原焰),常伴有桔黄色外焰,内焰白色较长。火焰调节为碳化焰,火焰温度过低,加热时管件受热过慢,易产生大量氧化物。火焰调节为氧化焰,火焰温度过高,加热时管件受热过快,易产生烧伤、过烧等质量缺陷。因此,为了保证焊接质量,采用中性焰最适合。钎焊火焰如表2-2:
类别 | 参考照片 | 概述 |
碳化焰 | | 可燃性气体的剩余火焰,火焰长而软,焰心较长、模糊发白。一般使用在高碳钢、铸铁和硬质合金堆焊。火焰温度在2700-3000℃之间。 |
中性焰 | | 氧气和燃气充分燃烧,没有产生过剩,焰心呈尖锥形、明亮白色,内焰呈蓝白色。一般适用于低碳钢、低合金钢、有色金属焊接。火焰温度在3050-3150℃之间。。 |
氧化焰 | | 氧气过剩,具有氧化性,焰心短而尖,内焰与外焰没有明显的界限,火焰笔直有劲。一般适用于黄铜、锰钢、镀锌铁皮的焊接。火焰温度在3100-3300℃之间。 |
表2-2
2.3.2 钎焊角度的调节
火焰角度和位置:正焊加热时火焰与母材成70°~80°,上下管热量分配为7:3,基本加热方式及要点见图2-3。
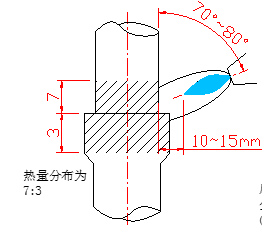
图2-3
2.3.3 钎焊的工艺方法
预热:焊前应先对接头处均匀预热,应使用离焊嘴前端约60mm左右的外焰。预热最高温度应控制500~600ºC之间(在加气体助焊剂的情况下,预热至铜管刚发生颜色变化为止;在不加气体助焊剂的情况下,预热至铜管变为微红为止)。
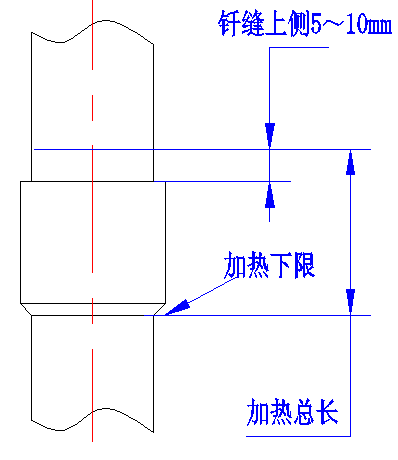

图2-4
加热:使用中性焰内焰对管路结合处进行加热,并使火焰中心沿钎焊部位轴线匀速摆动,幅度为10-20mm,火嘴距焊点一般20-40mm。预热及加热过程中均要注意避火退枪,以免造成过烧或烧穿铜管。为了确保母材加热温度的均匀性,火焰要包住铜管,不要偏移。当加热至焊缝周围呈暗红色时(母材约600~700℃)准备加钎料。
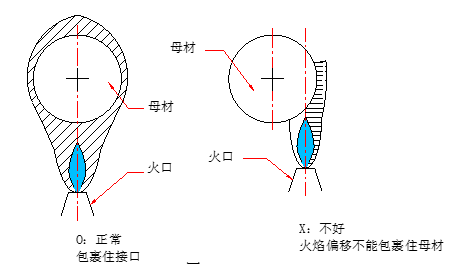

图2-5
添加钎料:加钎料前可使用钎料试探母材温度,若能自然烫溶,则可开始加钎料。焊嘴不得对准熔化的钎料,以防钎料被吹出或钎料过热。钎料应从火焰背面或侧面加入,必须是火隔着一定距离引着钎料流动。钎料必须加在钎缝处,不得加到套接区外侧;钎料应从钎料前端开始熔化,不得将钎料的中间段与母材接触。钎料加完后,应及时移开钎料,进入保温引流阶段。
铜管成浅红色(具体见下图)时开始添加焊料为最佳,添加焊料时必须保证钎料从火焰背面成90°夹角添加,以保证焊接表面融合良好。钎料必须靠母材的热量熔化,自然铺展并填充钎焊间隙。
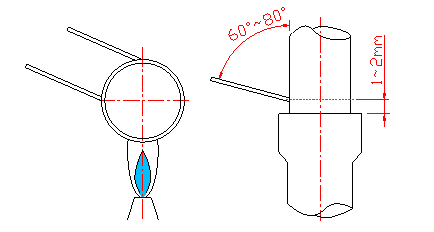
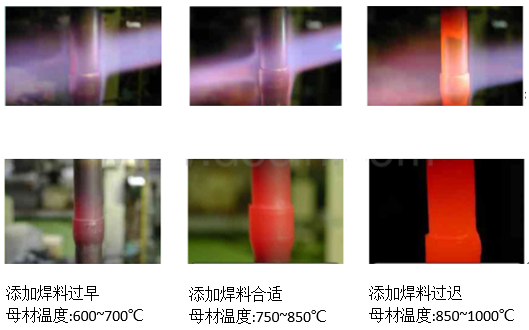
图2-6
保温引流:上述钎料加入完成后,用火焰外焰60—70mm处,环绕接头均匀加热套接区,将钎料向接头内部引流。但严禁加热到加热下限以外,造成钎料向内流失。保温引流的时间不宜过久,以防接头过热或过烧。
2.3.4 焊工自检
焊缝表面光滑,无气孔、夹渣、裂缝、母材熔蚀,填角均匀饱满,自然地圆弧过渡。
3 焊接质量要求、常见缺陷及解决对策
3.1 焊接质量要求
3.1.1 焊缝标准
抽样检验:沿圆周对切 ,任取其中一个样件(两条焊缝)进行金相检验,合格标准:
(1)焊缝内不得有裂纹和夹渣等缺陷;
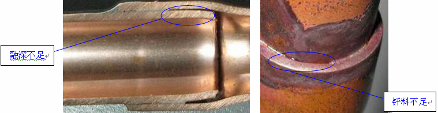
(2)焊缝熔深不得少于样件配合长度的70%;
(3)焊缝内气孔面积沿切面的投影面积(包含未熔合部分)≤30%。焊缝判定标准图示见
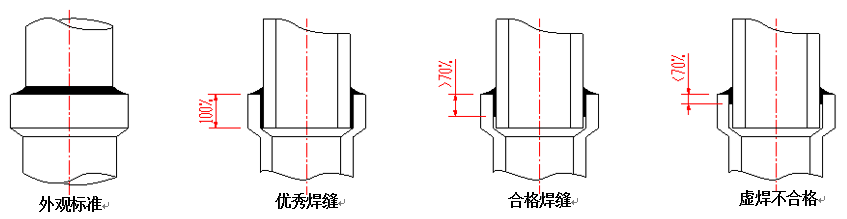
图3-1
3.1.2 泄漏标准:在4.0 MPa的压缩空气压力下进行检漏,氦检时的泄漏量≤2g/年;
3.2 常见缺陷及解决对策
钎焊时常见缺陷及处理对策,如下表
缺陷 | 特征 | 缺陷图片 | 产生原因 | 预防措施 |
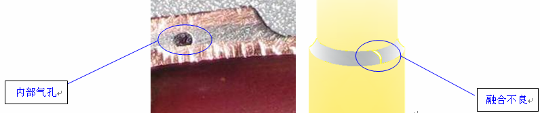
熔合不良 | 液态钎料从两边流到一起时,汇合处未形成良好结合而产生孔隙 | | 1.加热不足 | 1.均匀加热到足够温度 |
2.装配间隙窄 | 2.装配合理,间隙要合适 | |||
3.助焊剂少(非自钎剂钎料焊接) | 3.适当加大助焊剂量 | |||
4.钎料加入不够 | 4.使用钎料工装 | |||
5.接头清理不彻底 | 5.焊前焊件清理干净 | |||
6.助焊剂粘度过高 | 6.使用合适的助焊剂 | |||
针眼 | 焊接部位产生的小孔 | | 1.加热过度 | 1.均匀加热到合适温度 |
2.助焊剂少(非自钎剂钎料焊接) | 2.适当加大助焊剂量 | |||
3.接头清理不彻底 | 3.焊前焊件清理干净 | |||
4.氮气流量过大 | 4.适当降低氮气流量 | |||
气孔 | 焊接时产生的气泡存留在焊缝中,焊后冷却局部产生了收缩孔 | | 1.加热过度 | 1.均匀加热到合适温度 |
2.接头清理不彻底 | 2.焊前焊件清理干净 | |||
3.助焊剂过多 | 3.适当减少助焊剂量 | |||
夹渣 | 钎缝中有杂质 | | 1.焊件清理不干净 | 1.焊前焊件清理干净 |
2.加热不均匀 | 2.均匀加热 | |||
3.间隙不合适 | 3.合适的间隙 | |||
4.钎料脏污或锈蚀 | 4.焊前确认钎料清洁 | |||
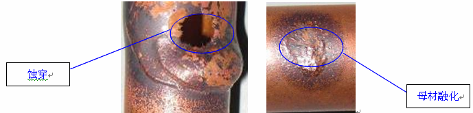
虚焊 | 焊缝中有钎料流进甚至能填满焊缝,但钎料未向母材中渗透离开 | | 1.钎料过少 | 1.使用钎料工装 |
2.保温时间过短 | 2.适当加长保温时间 | |||
3.加热范围过小 | 3.适当加大加热范围 | |||
断焊 | 钎料未完全流入焊缝间隙 | | 1.加热不足 | 1.均匀加热到合适温度 |
2.装配间隙窄 | 2.装配合理,间隙要合适 | |||
3.钎料过少 | 3.使用钎料工装 | |||
4.焊件清理不干净 | 4.焊前焊件清理干净 | |||
5.助焊剂粘度过高 | 5.使用合适的助焊剂 | |||
不饱满 | 焊缝钎角过小 | | 1.加热不足 | 1.均匀加热到合适温度 |
2.助焊剂少 | 2.适当加大助焊剂量 | |||
3.钎料过少 | 3.使用钎料工装 | |||
4.焊件清理不干净 | 4.焊前焊件清理干净 | |||
流焊 | 钎料流到不需钎料的焊件表面或滴落 | | 1.钎料过多 | 1.使用钎料工装 |
2.直接加热钎料 | 2.不可直接加热钎料 | |||
3.加热方法不正确 | 3.正确的加热方法 | |||
4.钎料加入方法不正确 | 4.正确的钎料加入方法 | |||
过烧 | 内、外表面氧化皮过多,并有脱落现象;所焊接头形状粗糙,不光滑发黑,严重的外套管有裂管现象 | | 1.钎焊温度过高(使用了氧化焰) | 1.使用中性焰 |
2.钎焊时间过长 | 2.控制好加热时间 | |||
3.已焊好的接头又不断加热、填料 | 3.提高接头一次成型率 | |||
裂纹 | 焊缝内部、表面或加热区域母材上的裂缝 | | 1.焊接部位未凝固前震动 | 1.去除震动源,冷却凝固后搬动工件 |
2.母材加热过度 | 2.均匀加热到合适温度 | |||
溶蚀 | 焊缝处母材出现不规则凹陷或点状凹坑 | | 1.钎焊温度过高 | 1.均匀加热至合适温度 |
2.钎焊时间过长 | 2.控制好加热时间 | |||
3.钎料过多 | 3.使用钎料工装 |
表3-1
【结束语】钎焊是空调换热器管路件生产的必要工序,本文对钎焊原理介绍、焊料类型及选用、焊接母材装配要求、焊枪火焰调节及加热方法、焊接常见质量缺陷和预防措施进行详细研究。通过以上钎焊工艺方法的研究,结合生产过程的管理对策实施,焊接质量一定能够取得改善,降低焊接泄漏率。
【参考文献】
温筠,空调器中铜管焊接分析[J].制冷与空调,2013,02,63-66.
张智强,紫铜焊接脆化原因分析[J].材料开发与应用,2005,05,37-39.
黄时华,查佳朋,方正等,空调加工过程火焰钎焊过烧的影响因素研究和预防[J],日用电器,2019,07,51-59.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号