中冶华天南京工程技术有限公司,江苏 南京 210000
摘要:本文介绍了某型钢厂炉区热坯取料机的结构组成和特点,分析了工作过程,并从力学和工艺方面对其结构合理性进行验证。
关键词:H型钢;炉区;热坯取料机;挠度;有限元
H型钢力学性能优益,具有重量轻、施工快捷、抗震性能好,节能降耗等特点。随着我国“碳排放”政策的实施,未来世界各地对H型钢的使用量将进一步加大,尤其是在高层建筑、海洋工程,机械制造等领域[1]。
在H型钢生产过程中,小号H型钢多选用方坯,大号H型钢多采用连铸的异形坯。钢坯在从连铸辊道运输过来后经过精整和称重后,进入加热炉中[2]。本文所描述的热坯取料机,便是布置在连铸辊道与入炉辊道之间的设备。由于此型钢厂设计轧制大H型钢,设计时需要满足最大规格异形坯的运载要求,本文对设计的热坯取料机从工艺和力学角度进行了简要分析
1热坯取料机功能和结构特点
1.1热坯取料机功能
根据某钢厂工艺需要,本文所描述的热坯取料机的功能是将连铸辊道运送的异形坯,从提升机移送至入炉辊道,工艺位置如图1和图2所示。
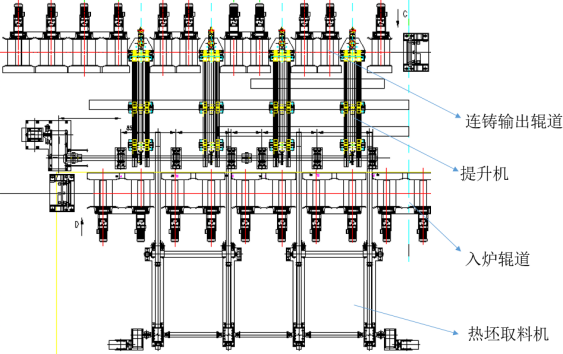
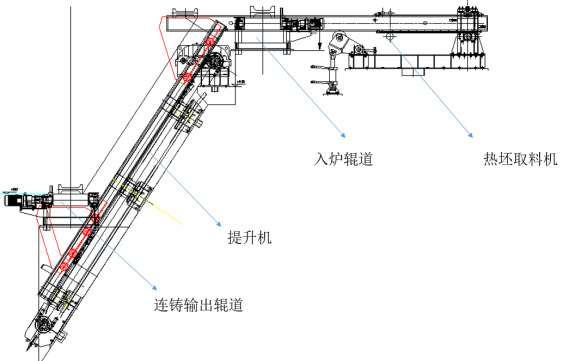
图1 热坯取料机位置俯视图 图2 热坯取料机位置断面图
1.2热坯取料机结构特点
本文中的取料机结构主要包括以下几部分:托臂装置、传动装置、升降装置以及固定底座。
在工作起始状态,升降装置处于最低位,托臂处于伸出状态(最远端),此时需要保证托臂能完全接住提升机移送的异形坯。在提升机将钢坯运送到最高点后,升降装置逐渐从最低点运行到最高点,之后传动装置将托臂移回,使钢坯恰好处于入炉辊道中心线。之后升降装置从最高点缓慢下落至最低点,将钢坯平稳放置在入炉辊道,待辊道将钢坯移走之后,传动装置再将托臂送出至接钢位,至此热坯取料机完成一个周期的工作状态。
本工程所采用的热坯取料机,属于机电液一体化设备,除图中结构外,还需配合必要的接近开关和编码器使用,结构合理紧凑,安装简单。由于设备需要对大H型钢的异形坯进行提升移送,负载较大,为安全起见传动装置选择双电机驱动,齿轮齿条传动。升降装置选择4个液压缸同时驱动,为保证4个托臂的升降同步性,每两个液压缸为一组组成一副升降系统。
2钢坯挠度分析
上文1.2介绍了热坯取料机的结构特点和工作过程,如果在常温情况下对钢坯进行移动,显然设备仅需满足强度要求即可,但是为了能够尽量减少异形坯热量的损失,需要尽快将连铸过来的坯料尽快运送到加热炉中,这时由于连铸坯温度较高,在热坯取料机升降装置提升到最高点时,坯料在重力作用下会有一定的挠度变化,一旦在竖直方向位移过大,就可能在托臂缩回时与辊道出现碰撞,不但会引起取料失败,更容易造成坯料沿着提升机下落,造成意想不到的结果。因此在设计4个托臂间距时,有必要针对这一情况,对竖直方向的位移变化进行分析。
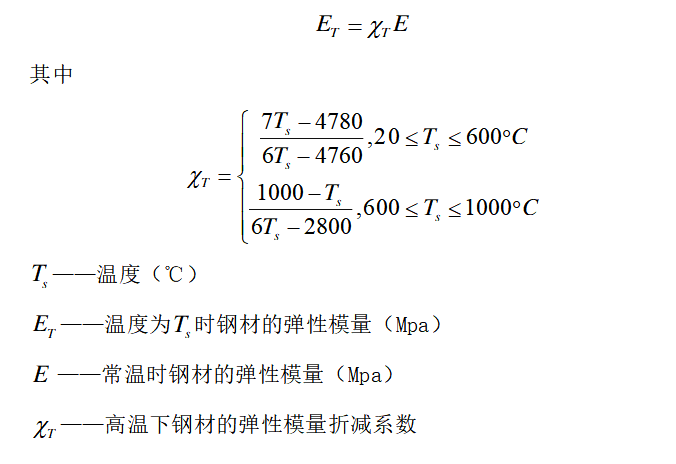
图3和表1是热坯取料机工作时提升的坯料尺寸参数和模型。根据相关文献[3]铸坯弹性模量等力学参数与温度的变化如下述公式,随着温度的升高弹性模量会下降。另据文献[4]
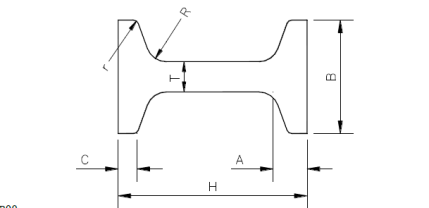

图3 坯料形状
在钢坯移送至连铸输出辊道时,综合考虑多方因素,温度可降至600摄氏度左右,这时可根据相关公式计算出材料的属性参数。
表1 坯料尺寸参数
H/mm | B/mm | T/mm | A/mm | C/mm | R/mm | r/mm | 截面积/mm2 | 米重/kg/m |
450 | 350 | 100 | 128 | 82 | 70 | 10 | 99113 | 768 |
由上述参数计算,结合热坯取料机的结构参数可根据有限元计算出竖直方向的挠度变化,如图5所示。
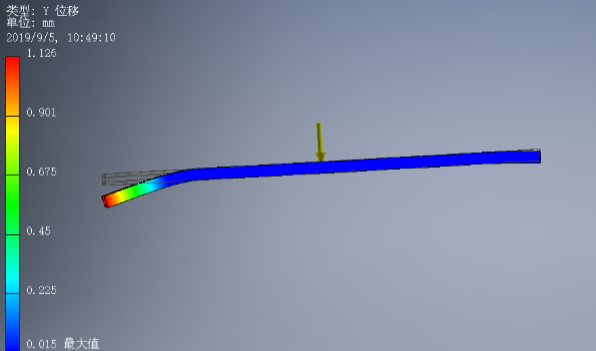
图5 热坯挠度变化
由图可知坯料在托臂悬出段在重力作用下,竖直方向位移仅为1.3mm,远远小于提升高度,因此在取料机工作过程中,坯料不会与辊道发生碰撞,满足工艺要求。
3托臂强度计算
上述分析,可证明设计的热坯取料机托臂能够使异形坯顺利到达入炉辊道,除此之外还需对托臂的强度进行计算,验证其强度是否足以支撑异形坯。为了使计算方便将4个托臂简化成一个托臂,其受力分析示意图如图6所示,图7是托臂的截面尺寸。
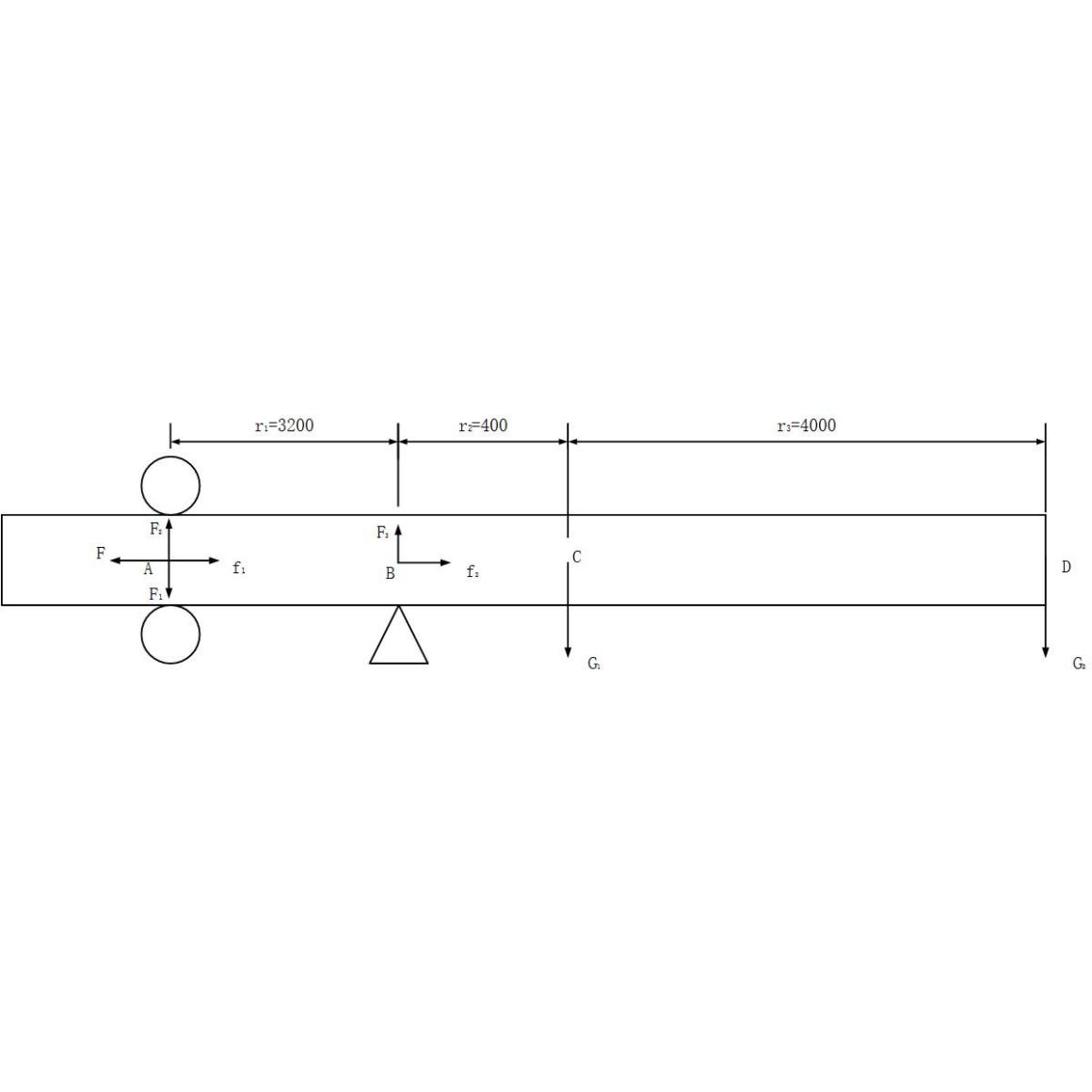
图6 托臂受力分析示意图
根据实际情况一个托臂承受1/4的异形坯重力,最多所承受的重力不会超过1/2的异形坯重力,所以根据下述的材料力学公式,可分别计算托臂的剪力和应力。
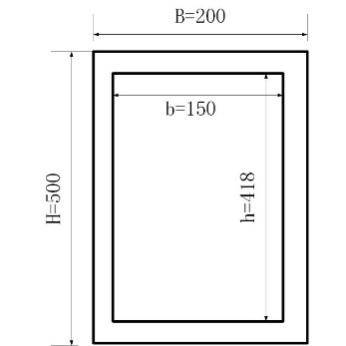
图7 托臂的截面尺寸
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
上述公式的 和
和 可根据表1计算得到,由上述计算最后得到此结构的托臂强度能够满足对异形坯的托举,此结构还可进一步优化。
可根据表1计算得到,由上述计算最后得到此结构的托臂强度能够满足对异形坯的托举,此结构还可进一步优化。
4 结论
热坯取料机的结构有很多种,广泛应用在长材生产线,本文描述的取料机属于重载取料机,两组升降装置能够平稳的将钢坯托起,且至少保证有两个托臂能够工作,齿轮齿条传动能够高效平稳的运输钢坯,保证精度和速度。本文不但从工艺角度分析了此结构的合理性,同时也从机械力学方面简要计算了尺寸参数的可行性,为其他重载取料机的设计提供一些参考。
参考文献:
[1]谭健. H型钢轧制工艺的发展[J]. 天津冶金, 2010, 000(001):17-19.
[2]李永明. H型钢热轧过程微观组织和工艺参数的仿真研究[D]. 山东大学, 2009..
[3]秦荣昌. 大H型钢超快速冷却工艺研究及其温度场模拟[D]. 东北大学, 2014.
[4]徐东涛. H型钢控制冷却过程温度场的数值模拟及力学性能预报[D]. 辽宁科技大学, 2006.
作者简介:刘冬冬(1993—),男,研究生,助理工程师

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



