中冶华天南京工程技术有限公司 ,江苏 南京 210000
摘要:码垛翻钢机现有的液压系统中切断阀处切断状态时,控制油腔压力会泄到油缸A/B腔,使油缸活塞杆移动5cm,导致翻钢机旋转臂翘起,影响型钢正常生产。针对这一现象,对切断阀泄油的原因进行分析,通过改进液压系统的回路,经济地解决了控制油压力泄到油缸A/B腔。
关键词:液压系统;码垛翻钢机;切断阀
引言
翻钢机主要用途是用来翻转和移动钢坯,主要应用在型钢生产线的开坯、冷床和码垛区域,是轧钢的关键设备之一[1][2][3]。码垛翻钢机的作用是在型钢生产后码齐堆放前,对在移钢机链条上需要检查底部质量的型钢进行翻转。
某轧钢厂年产130万吨大H型钢生产线负荷热试中,发现翻钢机油缸活塞杆到位后,在没有任何动作指令给出的情况下,油缸活塞杆仍有缓慢动作,造成翻钢机的旋转臂抬起的高度高于链式移钢机链条和型钢底部的高度,影响生产中下一环节型钢的移动。原解决方案为程序上定时给出动作指令使每次移动的油缸活塞杆恢复到位。为了解决这一问题,不影响生产节奏,现设计一种液压系统,相较于原液压系统,该系统不仅提高了生产效率且降低了成本。
1原有液压系统
1.1系统分析
改进前翻钢机液压液压系统如图1所示。该系统控制由比例阀1、电磁阀2和插装阀3元件组装在阀块5上。工作时电磁阀2先得电,使插装阀3控制油压力卸荷,然后对比例阀1输入电流信号调节压力油通过A/B管路进入油缸4使翻钢机翻转动作;当完成一个动作后翻钢机到达位置并需要保持时,电磁阀2先失电使插装阀3控制油压力升高切断插装阀的进出口,油缸4里的油不能返回油箱,使翻钢机位置得以保持。
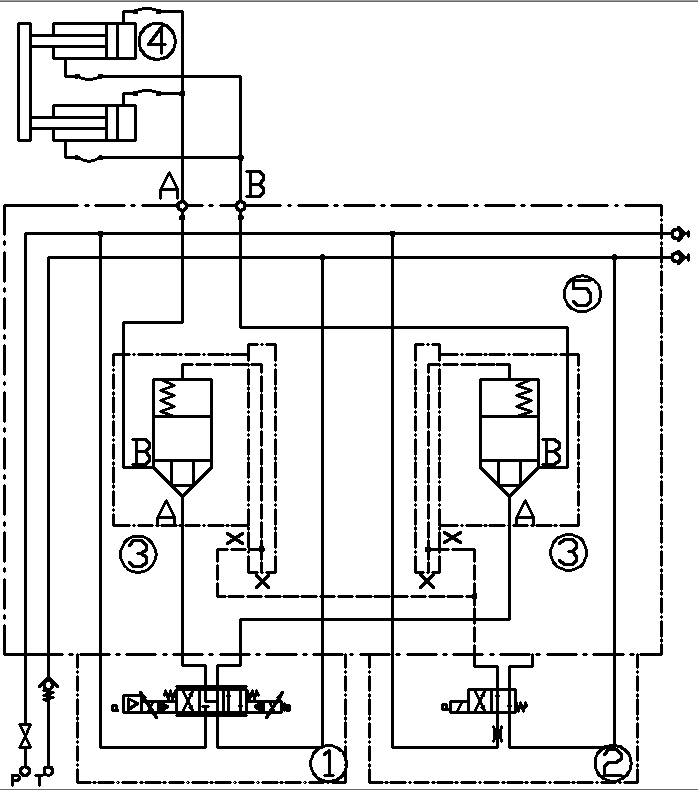
1.比例阀;2.电磁阀;3.插装阀;4.油缸;5.阀块
图1 原翻钢机液压系统
1.2故障分析
某轧钢厂调试过程中发现翻钢机油缸的活塞杆到位后仍有缓慢移动5cm,翻钢机旋转臂会继续旋转一定角度后才能停止,导致旋转臂的末端翘起并高于型钢底部的高度,影响型钢的移动。
首先对油缸管路A和B中压力进行检测,发现压力逐渐上升至系统压力,如图2所示,两次检测间隔时间为10分钟。
| |
a)第一次检测 | b)第二次检测 |
图2 管路压力 | |
油缸管路A和B压力逐渐上升,说明系统压力油在缓慢地泄到油缸的A/B管路中。在比例阀和电磁阀都没得电的情况下,通过排除法,确定压力油是通过插装阀将压力泄到油缸管路A和B导致压力上升。
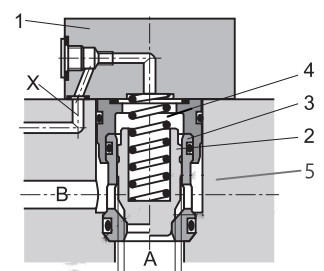
1.盖板;2.插件;3.阀套;4.弹簧;5.阀块
图3 插装阀示意图
图3为系统中所使用的力士乐插装阀示意图。插装阀由盖板1、插件2、阀套3、弹簧4、阀块5组成,通道x与系统压力相连,通道A与比例阀相连,通道B与油缸相连。正常情况下插装阀切断时,通道x的压力和弹簧力推动阀芯向下,使通道A和B切断;通道A经比例阀连到油箱,压力为零;通道B与油缸相连,压力为零。
而发生故障时与油缸相连的B通道检测有压力,是由于插装阀的插件2 和阀套3之间采用的是凹槽机械密封存在装配公差允许内的间隙,正是由于此间隙的存在,压力油才缓慢泄到与油缸相连的B通道,推动油缸活塞杆移动。通过对液压系统中的阀块5进行改进,可以解决压力油泄到与油缸相连的B通道。
2改进后液压系统与试验
2.1系统分析
改进后的翻钢机液压系统如图4所示。与原系统相比,改进后的液压系统对插装阀3的A/B通道进行了修改。原系统通道x与系统压力相连,通道A与比例阀相连,通道B与油缸相连;改经后的系统通道x与系统压力相连,通道A与油缸相连,通道B与比例阀相连并经回油管通到油箱。而插装阀通道x里的压力油经装配公差允许的间隙泄到通道B,而不会泄到与油缸相连的通道A里,且泄漏到通道B里的油会经过比例阀1回到油箱,且无外溢。
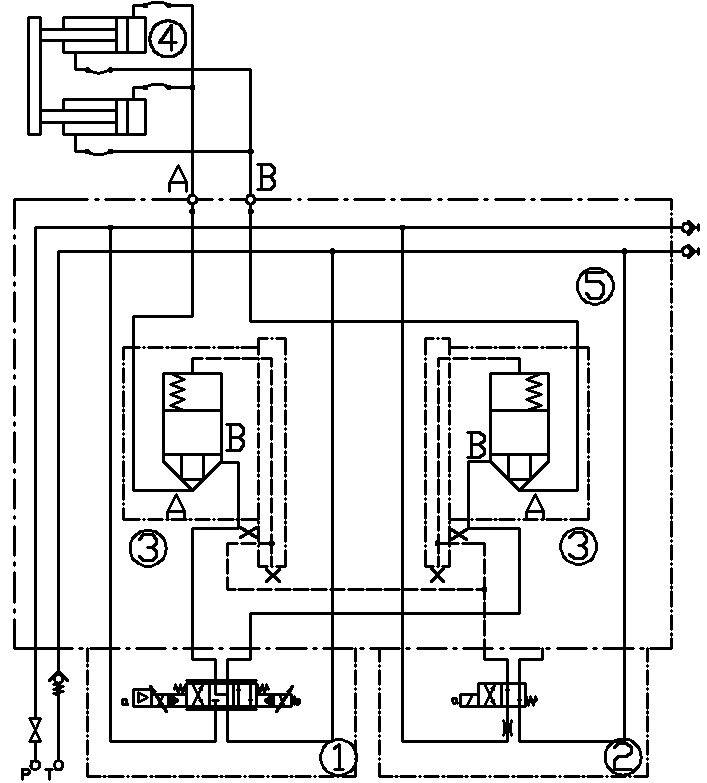
1.比例阀;2.电磁阀;3.插装阀;4.油缸;5.阀块
图4 改进后的翻钢机液压系统
2.2系统试验
根据改进后的液压系统,对阀块中插装阀与油缸和比例阀相连的通道A/B进行修改,修改后的阀块如图5所示。
| |
图5 修改后的阀块 | 图6 压力检测 |
将现场原系统中的阀块更换为修改后的阀块后,重新进行调试。通过连续3小时对翻钢设备的观察,同时对油缸管道里的压力进行同步检测,翻钢机油缸的动作和压力并没有变化,压力检测如图6所示。
3结论
对某轧钢厂码垛翻钢机的故障分析,插装阀的装配间隙是泄露的原因,对修改后的阀块进行调试。改进后的翻钢机液压系统避免了翻钢机到位后旋转臂抬起的高度高于链式移钢机链条的高度进而影响型钢下一环节的移动;提高了生产效率。
参考文献:
[1]成大先.机械设计手册[M].6版.北京:化学工业出版社.2018.
[2]梁永江.液压翻钢机的设计与应用[J].装备制造技术,2015(08):66-68.
[3]王超. 厚板复合轧制翻钢机应力—温度耦合分析及结构优化[D].辽宁科技大学,2012.
作者简介:张冰水(1994—),男,助理工程师,主要从事液压系统设计工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号







