四川会理大铜有限责任公司 四川 会理 615112
【摘要】会理大铜矿采用二段磨矿替代一段磨矿 , 提高了磨矿生产效率和铜的回收率 , 取得了显著的经济效益。
【关键词】选矿 二段磨矿工艺 磨矿效率 回收率
1 引言
四川会理大铜矿于1958年建矿的一个老矿山,曾于1962年停产,后于1972年恢复生,已经连续开采生产40余年了,采选规模由最初的25吨/天经过多次扩建到现在的1200吨/天。随着40余年来的开采,富矿基本已经开采完,矿山的资源面临着贫、细、杂的特点。品位矿低、嵌布粒度细,铜矿物与黄(白)铁矿伴生包裹更紧密,导致选矿回收率越来越低。为了减少资源浪费,提高选矿回收率,增加企业效益。我矿于2013年就开始针对原矿性质的变化,从药剂、磨矿、浮选等方面开展了选矿技术研究,进行了多次流程考察研究,还请了奥图泰公司做了模拟现场试验和数据进行分析,在多次流程考察数据的技术分析基础上,提出用二段磨矿替代一段磨矿。于2016年10月 完成了磨矿工艺流程的改造,增加了二段磨矿作业,提高了铜回收率和磨矿生产能力。通过2017~2019三年生产实践表明:改造后的工艺成熟,指标稳定,管理方便,经济效益显著,有一定的推广价值。
2 矿石性质
会理大铜矿属多旋回同生沉积再造层控砂砾岩型铜矿床,主要由紫色、紫灰色及灰绿色砾夹岩组成。根据含矿岩石性质不同,分为砾岩型和砂砾岩型两种,其中以砾岩型为主。七层矿体为砾岩型矿石,五层、六层为砂砾岩型矿石。矿区内主要为混合矿石,占全矿区矿石总量的97%,氧化矿石仅为3%。
1.1 矿物的组成
铜矿物有:辉铜矿、斑铜矿、黄铜矿,其次有少量铜兰、自然铜、兰辉铜矿和孔雀石等,主要是辉铜矿。银主要以类质同象状态赋存在硫化铜矿及黄(白)铁矿中,银的独立矿物有:硫铜银矿、辉银矿、含银黄铁矿及自然银,但含量极少。选矿回收的是铜、银金属矿物。脉石矿物有:石英、长石、绿泥石及碳酸盐矿物。
1.2主要矿物结构及嵌布特征
辉铜矿:晶体比较粗大,主要呈半自形—自形晶粒状,最大粒度3.8mm,一般粒度0.3~0.03mm,最小粒度0.003mm。部分辉铜矿与斑铜矿、兰辉铜矿、黄铁矿嵌布在一起,部分辉铜矿与石英、长石嵌布在一起。结晶粗大或辉铜矿晶粒集合体呈粗粒与石英嵌布在一起。
黄(白)铁矿:它形—半自形—自形晶,粗粒可见,呈规则粒状或方形外状,部分呈结晶粒状与石英、长石嵌布在一起。部分黄铁矿、白铁矿与辉铜矿嵌布在一起。
银:银在矿石中主要以类质同象状态分散分布在硫化物中,主要分散在辉铜矿中,其次在黄(白)铁矿中。
3 一段磨矿工艺及存在问题
一段磨矿工艺是MQG2700×3600 磨机和2FG-20高堰式双螺旋分级机构成闭路系统。磨矿细度-74um 占55%,磨矿分级溢流进入浮选,进行一粗二扫二精选的流程。
存在的问题:
1)大铜矿区由下而上可分为五、六、七三个主要含矿层。七层含矿带是砾岩的粗粒嵌布富矿,五、六层含矿带是砂砾岩细粒嵌布贫矿。随着开采的时间,供给选厂的原矿主要是五、六层矿石,不仅原矿品位低,嵌布粒度越来越细,而且铜矿物与黄(白)铁矿伴生也更细更加紧密,全年原矿品位0.55%左右,尾矿品位在0.12%,因此,必须提高磨矿细磨才能提高回收率;
2)在对化验分析尾矿筛析的各粒级中,铜在尾矿损失主要集中在+0.154mm与-0.045mm粒级中。在对磨矿分级溢流筛析粒级中-0.045mm产率达到了39.2%。虽然采用一段磨矿来提高磨矿细度,可以解决粗粒级在尾矿中的损失,但是辉铜矿容易“过磨泥化”的特性,同时会更多被“过磨泥化”的辉铜矿损失在尾矿中,回收率提高不明显,而且提高磨矿细度导致磨矿能力下降,不能完成生产任务。尾矿损失分析见表1
粒径(mm) | 产率(%) | 金属占有率(%) |
+0.28 | 4.99 | 7.08 |
-0.28 +0.2 | 11.98 | 14.59 |
-0.2 +0.154 | 6.56 | 10.65 |
-0.154 +0.105 | 16.26 | 11.2 |
-0.105 +0.074 | 11.41 | 9.27 |
-0.074 +0.045 | 13.6 | 8.57 |
-0.045 | 35.2 | 38.64 |
4 工艺流程及主要设备选择
4.1工艺流程选择
考虑到在原磨浮车间改造和工艺流程实用性,选择工艺流程时考虑如下因素:①增加工艺流程与原工艺流程的配置;②安装增加工艺设备的场地;③改造后流程要尽量避免“过磨泥化”产生;④与现有前、后工艺设备能力是否匹配;⑤改造后可停用二段磨矿恢复一段磨矿工艺;⑥工程建设能否影响现在生产;⑦适当增加磨矿处理量。
通过我矿多次磨浮流程考察的技术分析研究,发现我矿存在一个较合适的浮选粒级范围,即小于-0.105mm,尤其是-0.105mm +0.045mm目的粒级范围回收率最佳。因此,最终选择两磨两闭路磨矿工艺流程见图1。
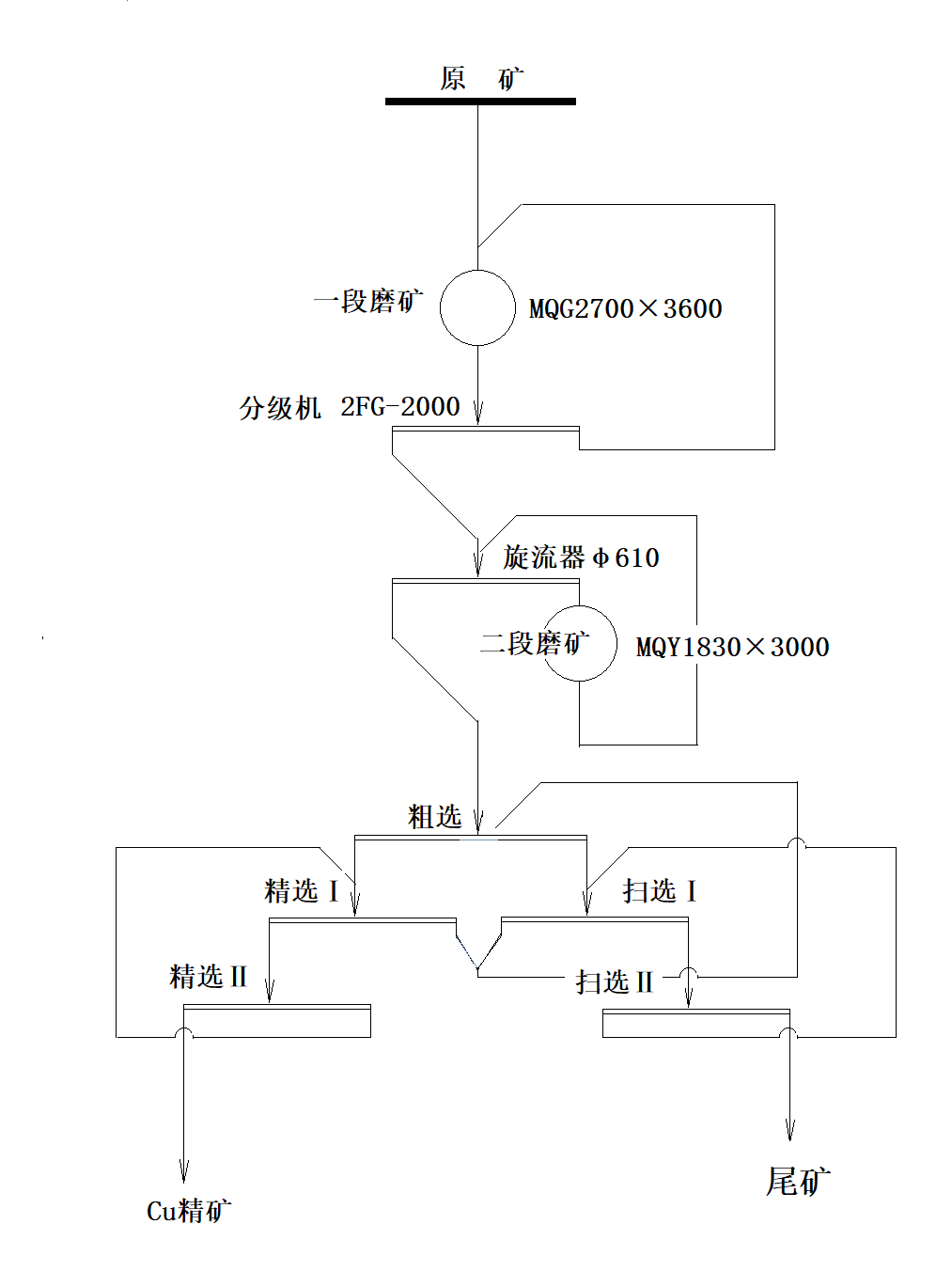
图1 两段磨矿工艺流程
4.2 二段磨矿设备选择
1)验证前、后工序的设备能力
破碎车间采用二段一闭路破碎筛分流程,粗细碎设备是美卓矿机的C80颚式破碎机与GP11F圆锥破碎机,设计生产能力1800吨/天。由于尾矿库的标高比选厂高,尾矿是用水隔离浆体泵输送到尾矿库,通过对尾矿输送能力进行验算与校核,输送能力1600吨/天。
2)二段磨矿系统的选择
本着高效节能,充分利用场地,便于配置,尽量提高磨矿能力的原则,由于受尾矿输送能力和场地的限制以及针对粗粒级再磨的原因,经计算论证,二段磨矿系统的设备是:球磨机采用川矿集团生产的MQY1830×3000磨机,磨生产能力略偏小,分级采用φ610海王旋流器,矿浆输送采用配变频器的6/4E-AH 型渣浆泵。
5 生产实践及效果
增加二段磨矿工艺改造完成投入使用后,流程顺畅,磨矿和浮选都比改造前稳定,生产与指标明显提高,回收率提高显著,主要效果:
磨矿处理量和回收率明显提高,根据三年统计对比,磨矿处理量比改造前一段磨矿提高了大约190吨/天;回收率提高了至少5个百分点(不考虑原矿品位的因素),每年至少多回收铜金属九十吨、银340公斤。三年对比(见表2)
表2 改造前后年度原矿品位、回收率、日处理量统计
项目 | 年度 | 原矿品位(%) | 回收率(%) | 日处理量(吨/天) |
改造前一段闭路磨矿 | 2013 | 0.57 | 84.43 | 1422 |
2014 | 0.52 | 82.11 | 1419 | |
2016 | 0.58 | 85.52 | 1472 | |
改造后二段闭路磨矿 | 2017 | 0.51 | 90.97 | 1612 |
2018 | 0.47 | 89.97 | 1617 | |
2019 | 0.49 | 90.25 | 1623 | |
备注 | 2015年矿山停产;二段磨矿工艺2016年9月28日投入使用 | |||
磨矿工艺改造后磨矿溢流+0.2mm的产率仅为3.87%,即磨矿细度达到了100%-0.2mm,-0.045mm产率仅增加了5.92%。磨矿工艺改造前后入选溢流粒度组成见表3
表3 磨矿工艺改造前后入选溢流粒度组成
粒径(mm) | 产率(%) | |
一段磨矿系统 | 二段磨矿系统 | |
+0.2 | 18.42 | 3.87 |
-0.2 +0.154 | 3.95 | 7.88 |
-0.154 +0.105 | 15.79 | 19.63 |
-0.105 +0.074 | 12.63 | 16.91 |
-0.074 +0.045 | 14.01 | 10.60 |
-0.045 | 35.2 | 41.12 |
3.一段磨机电机电流减少1.8安(10KV电机);分级机返砂量150%,易损件寿命长,特别是螺旋叶片可以使用7个月,以前螺旋支架基本至少一年一换,现在2年都不用更换。浮选机叶轮盖板使用时大幅度增长,以前使用时间基本上是16个月,现在至少48个月。
4.磨矿工艺改造前由于尾矿矿浆粒度粗,尾矿浆浓度在28.5%左右,相对矿浆浓度比较低,经常发生尾矿管堵管;磨矿工艺改造后入选矿浆的细度相对变细,矿浆浓度在35%左右,比较适宜水隔泵输送工况,虽然在尾矿量增加的情况下,基本没有尾矿管堵管,而且水隔泵输送压力从2.3MP降到了2.2MP,降低尾矿输送成本。
6 结语
1.增加二段磨矿工艺流程后,选厂生产能力每天提高了190吨,铜选矿回收率在原有基础上提高了5%以上的,每年可多回收90多吨铜金属和340多公斤银。
2.二段磨矿工艺的改造,工艺流程稳定,成本降低,生产指标大幅度提高,经济效益显著,在粗磨中使用两段两闭路磨矿分级工艺,生产实践说明是成功的,对其他入选矿石性质类似的选矿厂具有借鉴意义。
参考文献:
[1]昆明冶金研究所.会理大铜矿改扩建选矿设计试验报告[R].1993
[2]昆明有色冶金设计研究院.四川会理大铜有限责任公司采选扩建工程可行性研究报告[R].2008
[3]1200吨/日选厂流程考查报告[R].2011
[4]成都金屏矿山技术咨询服务有限公司.会理大铜铜矿1200吨/日选厂生产流程考查分析报告[R].2013
[5]选厂原精尾分析报告[R].2017
[6]选厂磨浮生产流程考查报告[R].2017.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



