中国人民解放军第 4723工厂 河北省邯郸市 057150
摘要:通过对某型发动机主燃油泵转子漏铜故障分析,归纳总结了造成某型发动机主燃油泵转子漏铜的主要原因,最后提出了在修理过程中应采取的预防措施及建议。
关键词:发动机;主燃油泵;转子
一、故障现象
某型发动机主燃油泵转子修理时,要求转子端面研磨后,在8h内镀铅铟。然而,在主燃油泵一次装配完运转后分解检查各零组件磨合情况时,经常出现转子有不同程度的漏铜现象,见图1。
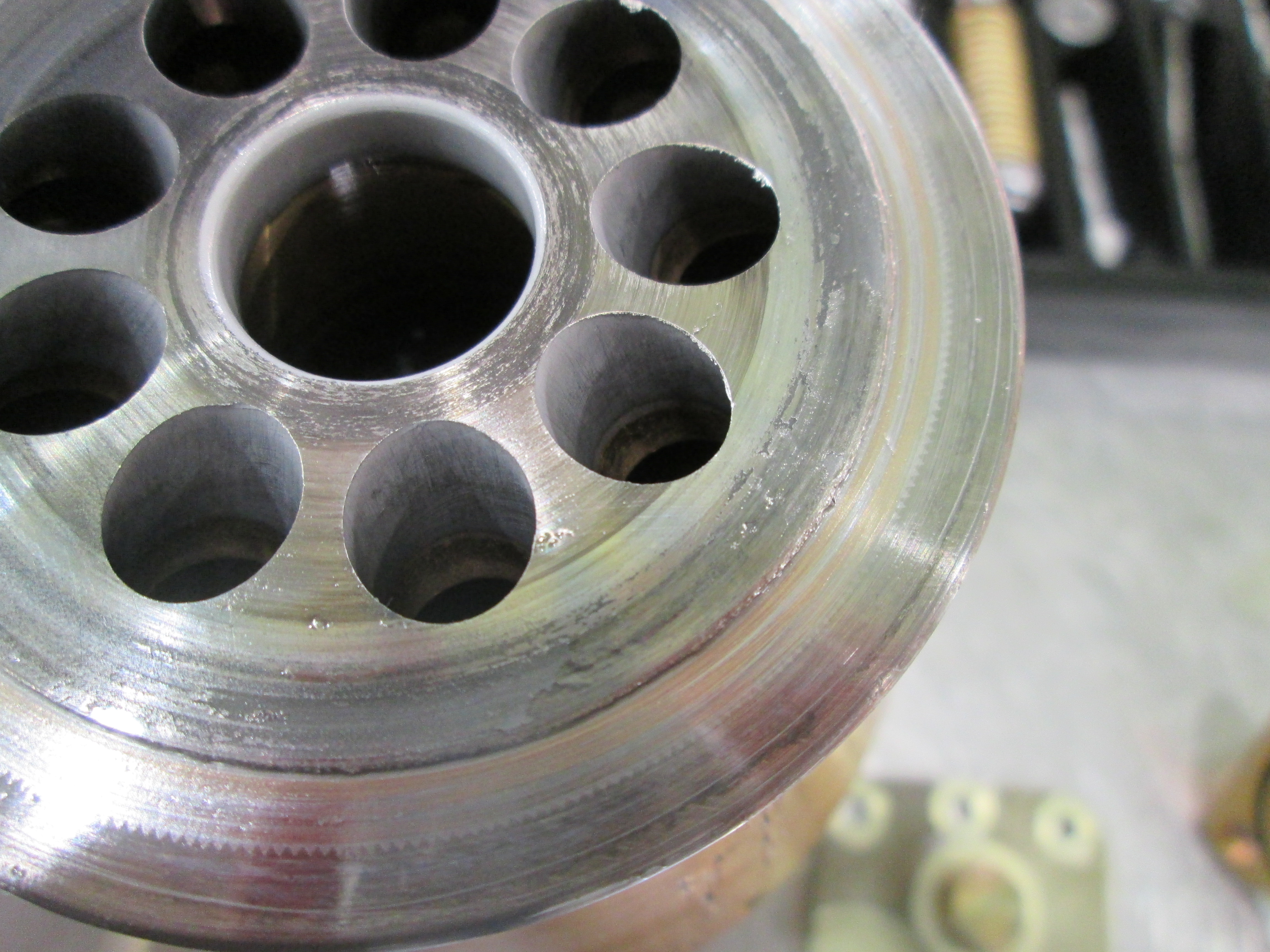
图1 端面漏铜转子
二、原因分析
转子装在柱塞式油泵内,端面与压装在油泵壳体内的分油盘紧贴,减少漏油损失。发动机工作时,由发动机高压转子带动油泵转子旋转,柱塞在弹簧力和斜盘的作用下,在柱塞孔内不停地往复运动,完成吸油和注油。转子在旋转过程中不停地与分油盘进行磨合。
柱塞式油泵结构如图2,转子端面漏铜的原因主要有如下几个方面:
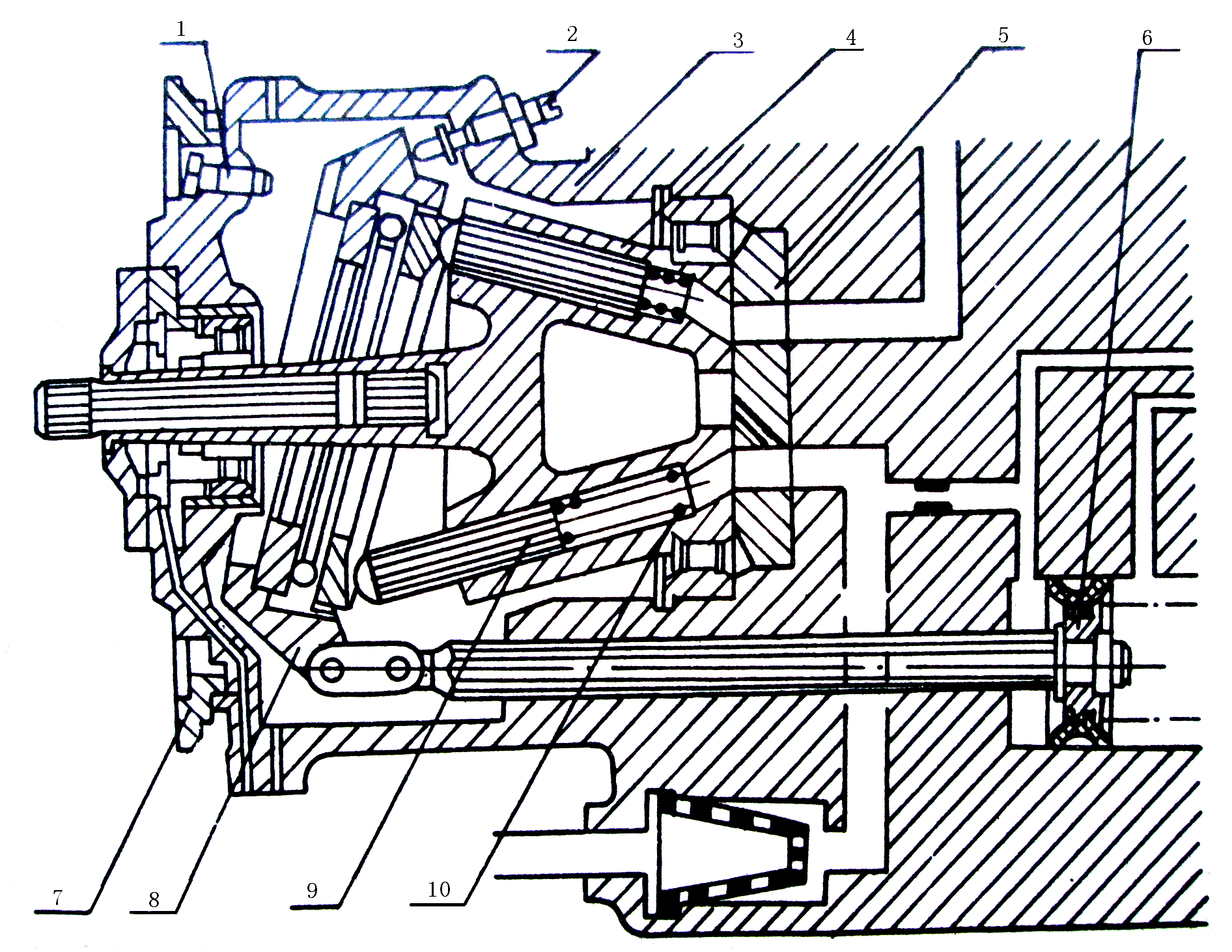
1. 最小斜盘角度限动钉 2. 最大斜盘角度限动钉 3. 壳体 4. 转子 5.分油盘 6.随动活塞 7.盖子 8.斜盘 9.柱塞 10.弹簧
图2 柱塞式油泵
1.转子端面研磨后,没有在规定时间内镀铅铟。工艺规定:转子研磨后,须在8小时之内镀铅铟。如若转子研磨后,没有及时送六车间镀铅铟,转子端面可能发生氧化,直接影响铅铟层质量及附着力。导致主燃油泵运转后,铅铟层很容易脱落。
2. 转子端面“D”对表面②、③的中心线之跳动量不符合工艺规定(见图3)。工艺规定:转子端面:“D”对表面②、③的中心线之跳动量在直径φ50mm以内,不大于0.005mm。2016年,有一台发动机油泵转子经多次镀铅铟,运转磨合后检查依然有漏铜现象。经现场跟踪发现,操作者对转子端面研磨后直接送六车间镀铅铟,没有检查转子端面D对表面②、③的中心线之跳动量。之后,技术员跟踪现场,要求研磨后检查转子端面D对表面②、③的中心线之跳动量,不合格继续研磨直至合格,后送往六车间镀铅铟。再次装配、运转磨合后,分解检查转子端面磨合均匀,且无漏铜现象。因此,转子端面“D”对表面②、③的中心线之跳动量不合格是导致转子端面漏铜的主要原因。
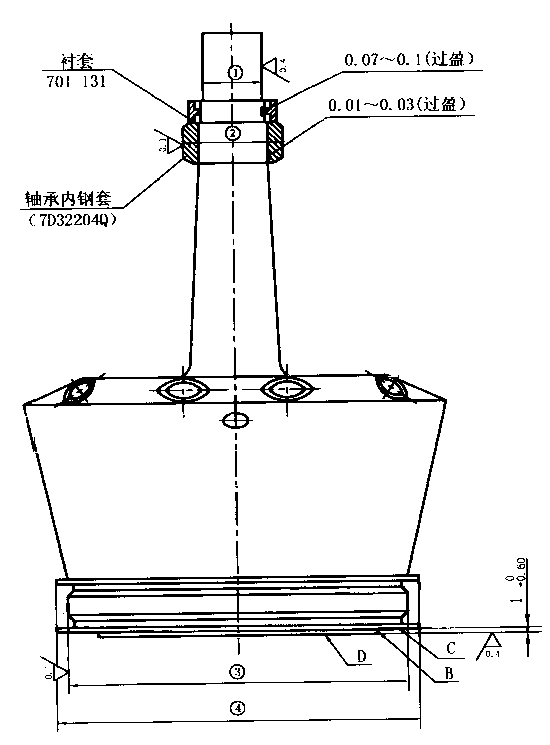
图3 转子
3. 分油盘两表面的平行度及与转子盖结合面的平行度超过规定。工艺规定:分油盘两表面的平行度不大于0.005mm,分油盘底座与转子盖结合面的平行度不大于0.005mm。如果分油盘两表面的平行度超规定,直接影响分油盘底座与转子盖结合面的平行度的准确度,导致主燃油泵运转工作时,转子在柱塞式油泵内旋转,就会造成转子端面偏磨,铅铟层脱落导致漏铜现象发生。
4.转子盖与油泵壳体不同心。为使转子端面与分油盘端面贴紧,在定位转子盖时,保证转子盖轴承衬套孔中心与油泵壳体的钢圈的不同心不大于0.015mm(以转子盖上两个紧固螺钉来保证)。如不同心,对一个转子支承的两点必然发生偏度,而使转子端面与分油盘端面不能紧贴,产生漏油,且造成分油盘偏磨,转子端面漏铜。
三、预防措施
1.与热表处理主管技术员沟通,依据修理技术条件,完善镀铅铟工艺。
2.完善主燃油泵转子修理工艺,在送镀铅铟层之前,检查转子端面 “D”对表面②、③的中心线之跳动量在直径φ50mm以内,不大于0.005mm。
3.主管技术员对操作者进行岗位培训,增强质量意识,严格按照工艺规程执行。
第一作者情况介绍:王慧敏毕业于太原理工大学,本科学历,现任职中国人民解放军第四七二三工厂发动机修理技术员。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



