中国石油天然气第一建设有限公司 471023
引言:
压力容器检验尺样板无依据的国家检定规程和标准文件,无法进行标准使用,无法溯源至国家基准。为解决检验尺如何规范使用问题,研究编写了压力容器检验尺具体使用方式和制作要求,以方便指导现场检验样板的使用工作。
一、压力容器检验用检具制作技术要求
(1)外观:
新制造的专用样板工作面不应有锈蚀、毛刺、碰伤等影响质量的外观缺陷。其它表面不应有锈蚀和裂纹。使用中的专用样板允许有不影响使用的外观缺陷。
(2)表面粗糙度:
样板接触检验面的表面粗糙度Ra值应不大于1. 6μm。
(3)高度和宽度:
根据不同类型不同尺寸容器设定高度和宽度。
(4)样板使用前校准:
外观、样板的表面粗糙度表面、样板高度、样板宽度和样板工作角,校准标准需要满足焊接专用尺校准方案。
二、压力容器的形状和几何尺寸检验用检具
在压力容器制造现场,检验人员需要按照设计图样和技术要求,对压力容器及零部件的形状和几何尺寸进行检验。压力容器及零部件的形状和几何尺寸必须满足设计图样、技术条件和现行相关标准的要求。因此,压力容器及零部件的形状和几何尺寸检验是压力容器产品制造检验过程的一个重要内容。压力容器制造现场检验常用样板主要有以下几种
焊接检验尺样板
A类焊接接头检验样板
B类焊接接头检验样板
焊接接头环向棱角检验样板
封头间隙样板
筒体圆弧样板
球壳板样板
三、压力容器检验用检具使用方法及图示说明
(1)焊接检验尺专用样板
是以梯形的一个底边作为基准,对焊接检验尺的宽度尺示值误差进行检定的标准器具。专用样板结构见图2-43。
图2-43
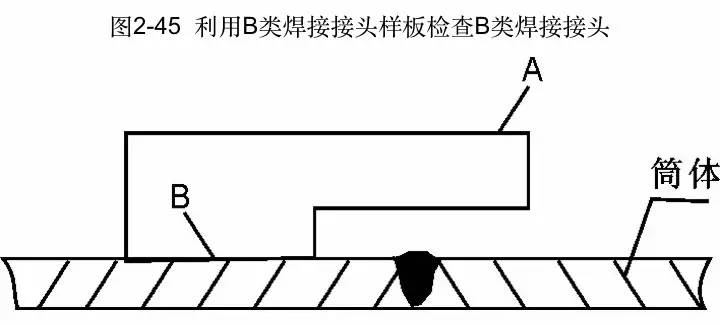
(2)B类焊接接头检验样板
 压
压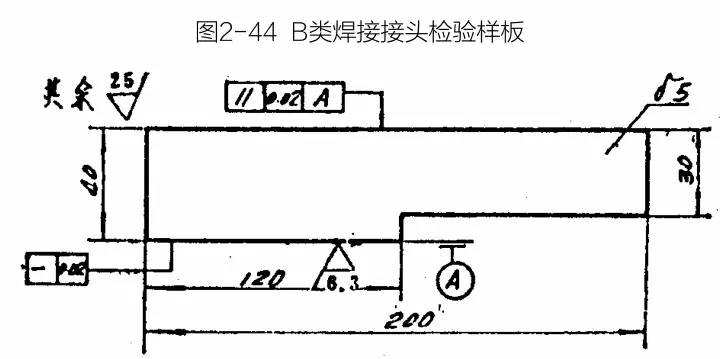 力容器筒体的B类焊接接头的对口错边量、焊缝余高等可以用焊接检测尺检验、测量。因尺寸和结构原因,用焊接检测尺无法进行检测时,则要采用B类焊接接头检验样板,见图2-44、图2-45。
力容器筒体的B类焊接接头的对口错边量、焊缝余高等可以用焊接检测尺检验、测量。因尺寸和结构原因,用焊接检测尺无法进行检测时,则要采用B类焊接接头检验样板,见图2-44、图2-45。
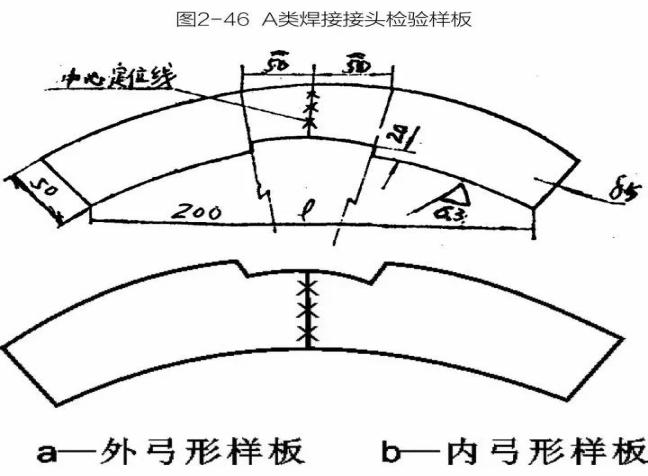
(3)A类焊接接头检验样板
用于检验和测量筒体A类焊接接头的对口错边量、焊缝余高等。A类焊接接头检验样板又分为外弓形样板和内弓形样板两种,见图2-46。
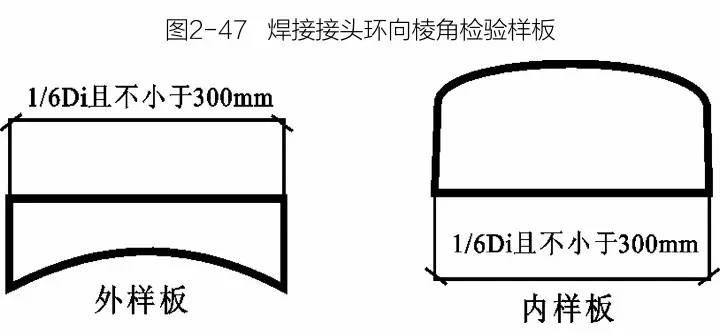
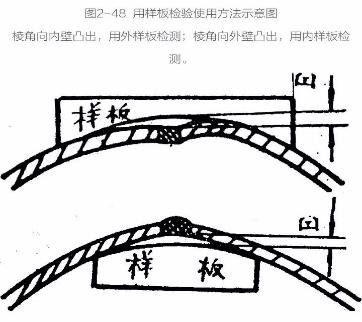
(4)焊接接头环向棱角检验样板
在焊接接头环向形成的棱角E用弦长等于1/6内径,且不小于300mm的内样板和外样板检验、测量,见图2-47和图2-48。
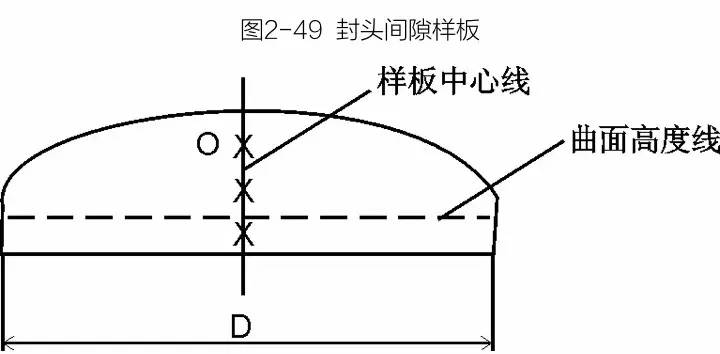
(5)封头间隙样板
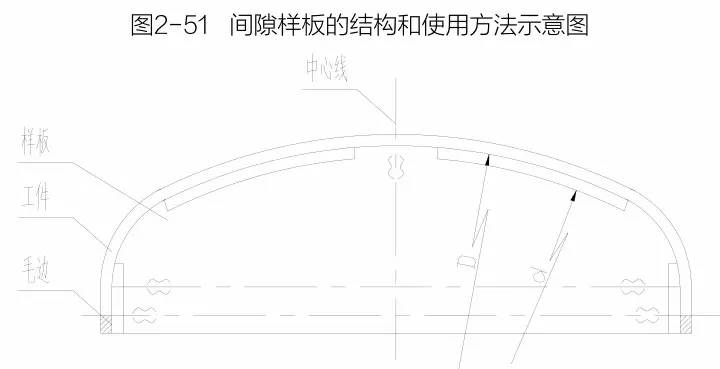
封头间隙样板是采用弦长相当于封头内直径的间隙样板检验和测量封头的内表面形状公差,见图2-49。
→
检查时应使样板垂直于待测表面,并且使封头样板中心线的O点与被检封头的中心点对准,重合。见图2-50。
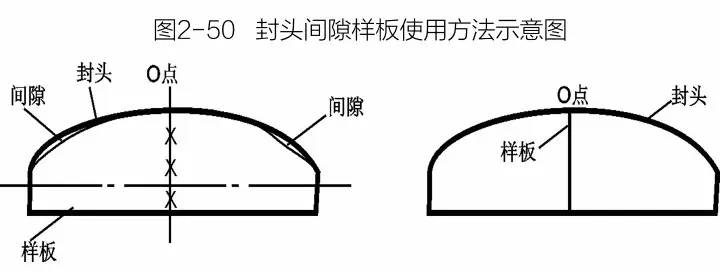
使用封头间隙样板检验时“用弦长相当于封头内径的间隙样板,检查封头内表面的形状公差。检查时应使样板垂直于待测表面,允许避开焊缝进行测量。椭圆形、碟形、球冠形封头内表面的形状公差应符合以下要求:
a) 样板与封头内表面间的最大间隙:外凸不得大于1.25%Di;内凹不得大于0.625%Di。
b) 样板轮廓曲线线性尺寸的极限偏差:按GB/T1804-2000中m级的规定。”
标准中使用了“间隙样板”的称谓,其含义是间隙样板弦长“相当于”封头内直径用来检查封头内表面的形状公差。这里关键是对“相当”的理解。我们把间隙样板的直径设定为D,使D等于封头标准内直径减去封头内直径允许公差,即D=Di-4做为“相当”标准内直径轮廓线与检测面接触,进行检查测量。
当封头被测表面外凸时,如果用间隙样板进行检查,只要直接用样板测量(D处)或测量值减去40mm(d处)即是外凸间隙值。但对于内凸,将会使样板被垫起或放不稳不易测量内凸值。为此可将样板向内缩小40mm,即d=D-40划出轮廓线做为测量基准。用40mm减去测量值即为被测面内凸值。
注1:φ600~φ6000封头内直径公差最大为(-4~+6)mm,故D =Di-4做为间隙样板直径。
注2:封头内凸允差为0.625%Di按Di=6000,则内凸允差为37.5mm,圆整后选40mm做为样板轮廓间隙。
(6)筒体圆弧样板
筒体圆弧样板用于筒体卷圆时,检查筒体的圆度。
筒体圆弧样板一般都采用内样板,即样板的外圆直径与筒体的内直径相同。
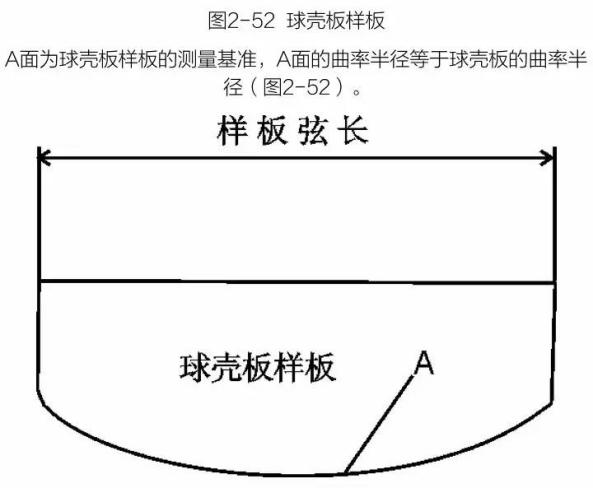
(7)球壳板样板
采用球壳板样板测量球壳板曲率偏差,当球壳板弦长大于或等于2000mm时,样板弦长不得小于2000mm;当球壳板弦长小于2000mm时,样板弦长不得小于球壳板的弦长。
四、 检查样板的管理
(1) 使用部门根据产品需要设计所需检查样板,经技术人员审核生产部门确认后由使用,施工部门依据设计图样制作加工检查样板设计、制作。
(2) 样板加工完成后由施工部门检查员验收、确认,并在样板上标识“合格”、检查员代号、日期。
(3) 使用单位对本部门检查样板建立台帐,并进行编号、标识、登记,设专人管理。
(4)标识的内容应包括规格、适用范围和用途。
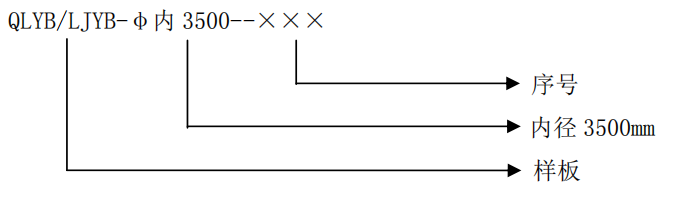
(5) 标识采取打钢印或油漆书写的形式,其样板类型表示形式示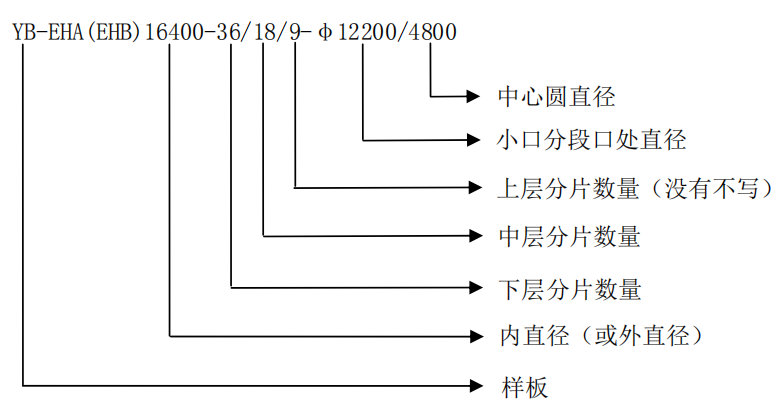
例如下:
1)椭球封头立体检查样板标识:
注:二带椭球封头分片数量按几分之一形式标识“1/××”
2)球壳板净料检查样板标识:
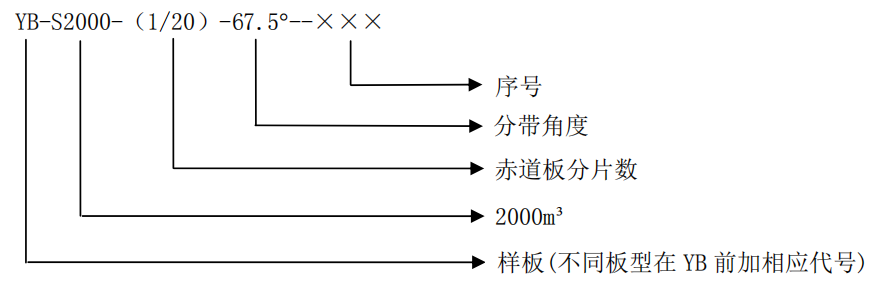
注:赤道板-CDB,极中板-JZB,极边板-JBB,极外边板-JWBB
3)曲率及棱角检查样板标识:
(
6)检查样板由使用车间技术员每年复检一次,将检查结果记录在台帐上,确认无误后方可使用。
(7) 检查员制作的检查样板由检验员验收确认,并对使用的检查样板进行标识、登记、保管及每年复检一次。
(8) 检查样板需进行专区存放,加以防护,露天存放需采取防雨措施。
五、结语:
本文中介绍了焊接检验尺样板、A类焊接接头检验样板、B类焊接接头检验样板、焊接接头环向棱角检验样板、封头间隙样板、筒体圆弧样板和球壳板样板、制作和使用方法,希望能为了解决检验尺如何规范使用问题提供帮助,以方便能在日常压力容器检验工作中起到指导现场检验样板的使用工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



