中煤第五建设有限公司第五工程处,江苏 徐州 221000
摘要:煤炭作为不可再生资源,在我国的日常消耗中,比例重大,在井下开采完成后,就需要输送到地面,在此过程中,就有一个非常重要的问题:输送机跑偏问题。为解决这一问题,文章对带式输送机跑偏原因及纠偏措施进行研究,以供参考。
关键词:带式输送机;跑偏;原因;
1 带式输送机跑偏危害
当胶带出现了跑偏的情况时,胶带所呈现的状态是一边高一边低,这样就会使得胶带上的物料会因为胶带从高处滑向低处,导致物料出现胶带从低处撤出的情况发生,造成物料浪费,同时还会增加工作人员的劳动强度。②在胶带出现跑偏过后,胶带的两侧会出现不同程度的损坏,胶带单侧受到磨损容易出现胶带撕裂或者是漏煤的现象。③工作人员需要对跑偏较大的胶带进行及时矫正,这样就需要停机,将直接影响正常生产工作。
2 工程概况
丰收煤矿主斜井皮带机全长270米,倾角30°,带宽B=1200mm,采用ST/S1600型皮带(皮带重量约40Kg/M),运输能力Q=650t/h,带速V=2.5m/s,减速器H3SH12+F型,速比31.5,皮带机驱动装置为单台YBBP355M2-4 N=250KW U=660V n=1500r/min电动机,制动器SHI202-1200型,制动力矩M=95000NM,逆止器APT130型,逆止力矩:M=130KN.M。
本工程为主斜井大倾角皮带机改造,包含拆除原卸载滚筒1个和卸载架1个,驱动滚筒1个和驱动滚筒架1个,电机、减速箱以及底座1套,改向滚筒1个,制动器1个,逆止器1个,机尾装置1套等。重新安装新的卸载滚筒1个和卸载架1个,驱动滚筒2个和驱动滚筒架1个,电机、减速箱以及底座2套,改向滚筒1个,制动器1个,逆止器1个,机尾装置1套,加工并安装溜煤槽1个,溜煤漏斗1个,高支架1个,检修平台2个,护网若干,皮带机头卸载点安装8吨电葫芦一台,主井口安装15吨电葫芦一台,主斜井巷道加工和安装皮带固定夹具8付。皮带机头延长25米,皮带机尾延长6米,延长皮带100米,改造后的主斜井皮带机总长度为301米,但是在应用过程中跑偏问题较为严重。下面就对跑偏原因进行分析。
3 带式输送机跑偏原因分析
3.1 输送带受力不均跑偏
由于输送机的运输距离较长,在进行安装时,如果安装质量比较差或者是部分的托辊因为长时间受力的影响而出现变形等,会导致输送带在横向、径向产生作用力 Fx和Fy。当 Fx> Fx'(摩擦力)时,输送带就会朝受力较大的一边跑偏;输送带在径向方向所产生的拉应力 Fy形成一个不均匀的分布时,输送带就会朝拉应力较大的那一边跑偏。如图 1 所示。
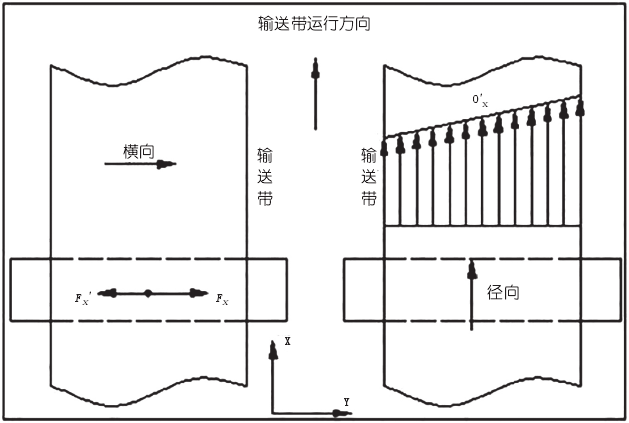
图 1 带式输送机受力不均跑偏示意图
3.2 空载工况跑偏原因分析
根据图 2 可以看出,在空载的状态下,输送带会受到自身重力G、张紧力T和摩擦力F的作用影响,重力会让输送带更加的贴近托辊表面,这样就会出现了摩擦,使得托辊发生旋转。在理想状态下,摩擦力和张紧力是相反的方向,基本上都会沿着输送带的宽度方向进行均匀的分布。摩擦力会对跑偏产生一定的影响。输送带与托辊的在接触的时候是不可能完全达到对称的状态,所以,当输送带对称中心两边所产生的摩擦力的大小不相等时,就会导致输送带会发生偏转的情况。若是出现连续多个槽型托辊,因为在安装的时候出现误差,或者是支架发生变形,地基出现沉降,所导致托辊与输送带单侧出现不对称接触的情况,在进行不对称的摩擦之下,输送带就会出现跑偏的情况。和这个相似的情况是,当张紧力在输送带的宽度方向出现分布不均匀的情况时,也会容易造成跑偏。
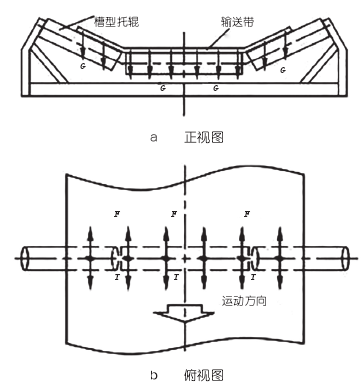
图 2 空载工况下输送带受力分析
3.3 输送带张紧不合理
带式输送机主要是根据利用游动车自动张紧装置来对输送带张紧力进行有效调整,但是被输送带运输物料的重量和输送带黏弹性特性的作用下,就会导致输送带张紧力调整后仍然会出现一些偏差。在输送带出现松弛的时候,输送带和滚筒摩擦力就会出现降低,在横向产生横向振动,然后会导致偏差的情况。
4 带式输送机跑偏的纠偏措施
4.1 空载纠偏措施
①需要将运输袋的落料口的位置进行定期的调整,并采用人工纠偏的方式进行,这样使得落煤点能够处于在胶带的中央位置。②可以根据在路道口的位置进行对落煤平整机构的设置工作。其平整的结构处于落料口的后部,需要借助自身的重力和配重来使得落煤到在运输带的中央位置进行均匀的分布,这样能够保证胶带的两侧张力达到一致的效果,防止出现跑偏的情况发生。
4.2 受力纠偏措施
若是输送带本身就存在着一些弧线弯曲或者输送带的接头不满足质量标准的问题,这就会使得其受力没有办法达到均匀的状态,这样就会导致出现输送带跑偏的情况。若是由于输送带接头出现胶带跑偏,就可以让技术人员去把胶带进行重新胶接,这样能够使得胶接的质量得到提升。若是输送带是由于无限弯曲造成的,而弧线的弯曲数量是比较少的,可以将弯曲的部位进行去除,然后再将胶带进行胶接,若是弧线弯曲较多,就需要将胶带进行更换。
4.3 滚筒问题
滚筒作为运输机中一个非常重要的零件,若是出现跑偏的情况,也会导致胶带出现跑偏的情况。对于这样的问题就需要根据驱动滚筒和改向滚筒进行一些调整。针对于滚筒的安装来说,就需要保持和输送带纵向中心线的垂直关系。若是驱动滚筒发生跑偏的情况,就需要调整其轴承座。与此同时,还需要注意对基头部位和胶带进行有效的观察,观察它们是否接触均匀,若是发现问题就需要及时进行调整。在进行调整的过程中,也可以多次进行调整,一直达到胶带能够位于中心的位置。
4.4 入料溜槽问题
在对入料溜槽或者导料槽进行安装的过程中,如果安装位置不准确,会使来煤在胶带上分布出现不均匀的情况,同样会使得胶带在运输的时候出现偏差的情况,从而使得胶带跑偏。若是发生了这种情况,可以利用技术手段使得来煤的下落位置、高度方向等都有可能发生改变。同时也可以根据对导料槽的长度进行加长或者在入料溜槽上加装翻板,这样就能够让来煤更加均匀的在运输带上进行分布,从而有效降低胶带跑偏的发生率。
4.5 研究红外线智能自动调偏系统
在带式输送机进行运行的过程中,红外线监测系统中会发射出红外线,这些红外线是比较的均匀和连续的,能够被所接受的端子进行接收,在这时纠偏系统就不会对此进行纠偏保护动作;若是带式输送机出现了跑偏,跑偏输送带就会把一些红外光束进行遮挡,这时接收端子就会按照所接收到的光束的宽度,进行对输送带跑偏位移量的判断,同时还会将所接收到的数据信号对 PLC 控制器进行传送,控制器对信号进行接收之后,再对蜗杆传动系统进行调整,纠偏系统就会作出相应的防跑偏保护动作,并触发警报。在进行调整的时候,系统会实时的根据对输送带跑偏量进行严格的监控,直到输送带能够达到平稳运行。
结束语
综上所述,为了使得带式运输机的工作正常运行,需要对胶带跑偏这个常见的问题进行有效的研究分析,从而使得带式运输机达到正常运行的效果,能够在一定程度上使得煤矿的运行效率得到提高。
参考文献:
[1] 陈亮亮.矿用带式输送机防跑偏装置应用分析[J].机械管理开发,2020(11):133-135.
[2] 王向阳.一种可应用于煤矿井下的带式输送机自动试验保护装置[J].煤,2020(12):110-112.
[3] 李旭.带式输送机滚筒电液跑偏调节装置的设计[J].山东煤炭科技,2020(09):144-146.
[4] 王飞.矿用带式输送机跑偏原因及调心托辊纠偏特性实验研究[J].矿业装备,2020(04):122-124.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



