中车青岛四方机车车辆股份有限公司 山东 青岛 266311
摘要:随着我国高铁工程的全面开展,促进了社会经济水平的全面提升,但是在高铁工程建设中,预制梁定位网钢筋焊接是一项关键性工作,钢筋焊接水平直接影响整个工程的质量。而对于以往的定位网钢筋焊接中,大多是采用人工焊接方式,不但焊接效率低,同时很难满足实际精度需求,同时也很容易使钢筋产生形变,为此,人们积极探索高铁预制梁定位网钢筋智能焊接技术,满足现代预制梁定位网钢筋的焊接需求。
关键词:高铁工程;预制梁;定位网;钢筋智能焊接
1工程概述
以某某城际铁路工程为例,一期工程总里程DK22+827,占地面积为170亩,工程负责兴建城际铁路联络线一期工程,动车走行线左线特大桥和走行线特大桥总攻需完成箱梁预制施工任务460孔。倘若高铁预制梁预应力管道位置出现偏移,那么就会直接影响梁箱本身的性能和耐久度,为此,规范要求预应力管道定位钢筋加工,保证预制梁定位尺寸的偏差在2mm范围内,在实际施工中具有较大的控制难度。
在开展工程中的预制梁定位网钢筋加工过程中,以往采用的技术都是以人工焊接定位网钢筋为主,同时选择尺寸为(30×30)mm的薄钢作为定位网进行焊接,这种方法很难确保安装定位的孔道尺寸误差在2mm内,同时采用该技术手段在加工时很容易引发变形问题,从而对定位网的精度造成巨大影响。另外,人工焊接技术存在较大的质量浮动,很难保障每个焊点的质量都符合实际应用标准,经常会钢筋烧伤和焊点开裂等现象。为此,只有全面提升钢筋定位网焊接水平,保障焊接质量和焊接精确度,从改变传统焊接方式入手,创新智能焊接设备,采取电阻焊接的方式,实现高铁预制梁定位网钢筋的智能焊接效果。
2高铁预制梁定位网钢筋智能焊接设备
在高铁预制梁定位网钢筋的智能焊接工作中,通过智能焊接设备的研发,主要是通过放线盘来实现盘圆钢筋的储存工作,同时利用矫正轮对盘圆钢筋进行修正,确保钢筋具备一定直度标准,并将矫正后的钢筋储存与料架,并利用送丝系统将钢筋进行纵向送丝,从而传输到焊接系统中,横向钢筋经过储料箱自动塌落,并通过磁铁吸附效果使横向钢筋输送到焊接电极端,然后压下电极,使电流流经工件和焊接表面,产生电阻热,使焊接钢筋价值到局部融化或者塑性状态,在通过外力施压,从而形成焊接头,形成良好的焊接体系。
在实际钢筋焊接过程中还要确保两个电极之间压紧焊接件,同时在通电产生电阻热的情况下,使得焊接件的接触点熔化成熔核,并断开电极,通过压力下胫骨洁净,从而形成良好的焊点,采取这种方式的焊接比人工焊接更为牢固,且焊疤较小,不会轻易产生变形现象。待完成钢筋焊接工作后,系统还要 通过步进机将完成焊接的钢筋输送到剪切系统中,使钢筋剪切完成后形成底板㔿浮板钢筋网半成品,并在组装胎具的作用下,构成定位网钢筋成品。
3高铁预制梁定位网钢筋智能焊接工艺手段
下图为我国现阶段的高铁预制梁钢筋定位网的智能焊接流程图,通过图片内容清晰地展示了整个智能焊接的行进流程,充分体现出了预制梁定位网钢筋焊接的智能化水平,同时也具备良好的焊接精准性。以下对高铁预制梁定位网钢筋智能焊接工艺整个流程的具体环节分析。
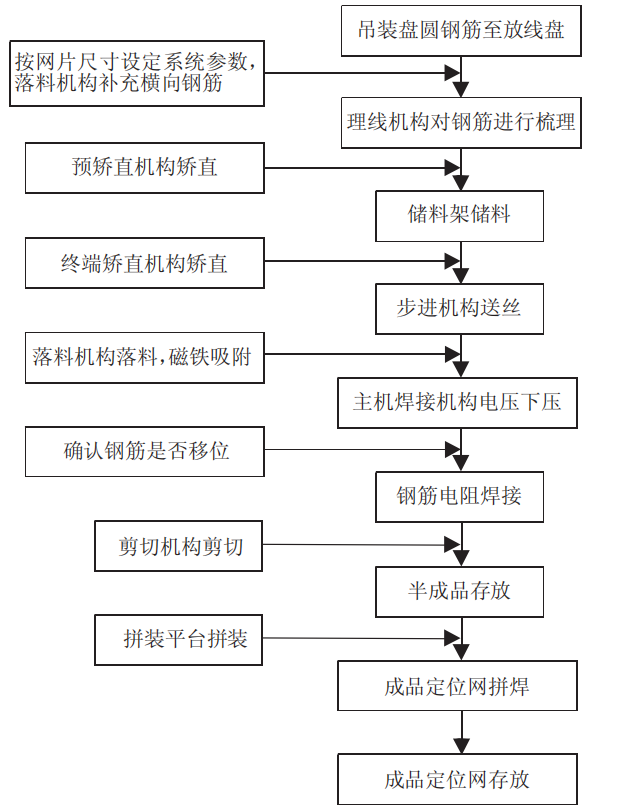
图1高铁预制梁定位网钢筋智能焊接工艺流程图
3.1高铁预制梁定位网钢筋预矫正工艺
在整个高铁预制梁定位网钢筋智能焊接系统中,预矫直系统所采用的五辊式交错工艺,这种方法主要是采取两个直角垂直方向进行钢筋矫直,通过良好的作业设备和工艺,能够确保钢筋具备良好的制度,提高预处理精确度,同时为后续钢筋焊接奠定基础。
3.2高铁预制梁定位网钢筋储料作业
在完成钢筋的矫直工作后,还要通过牵引机等设备,将完成预矫直的钢筋采用通过牵引导入储料架,从而实现储料,这一步的工作能够为步进系统提供缓冲,同时降低步进系统受到的巨大压力,从而让更有效提升步进机械设备的精准度,保障高铁预制梁定位网钢筋智能焊接提供支持。
3.3高铁预制梁定位网钢筋步进作业
当钢筋由储料架输送到步进系统中,通过步进机构设置的齿牙结构,能够牢牢地固定钢筋材料,避免在传输中出现钢筋滑落的状况,保障钢筋的顺利步进,同时也有效提高了钢筋定位网的尺寸准确度,加快步进效率。
3.4高铁预制梁定位网钢筋制剂焊接
本工程中智能焊接主机选用GWCP500-X设备并结合桥式回路焊接方式,每次能够实现最多4点焊接,焊接效果均匀,同时钢筋焊接过程产生的火花较小。焊接主机设备还具备定制角度旋转的功能,可以完成短钢筋的倾斜网定位焊接个工作,焊接主机的旋转角度可以定制,从而确保焊接网片倾斜。
3.5高铁预制梁定位网钢筋剪切工艺
在完成钢筋焊接后还要进行剪切,本项目中选择整体式剪切机构,并在焊接定制角度旋转的方向设置剪切机构,可以有效的满足底板定位网以及浮板定位网的各个角度剪切工作,实现定制化钢筋网剪切作业。
3.6高铁预制梁定位网钢筋半成品储存
通过步进、焊接以及剪切流程后,生成底板和浮板的钢筋定位网片半成品,还需要对这些定位网钢筋半成品进行编号存放,从而满足多套半成品一次性生产的效果,进一步提升成品定位网钢筋的焊接效率。
3.7高铁预制梁定位网钢筋成品拼装
在完成多套半成品的生产后,智能焊接设备系统还能够根据货架上存放的不同型号钢筋网半成品,选择适合的胎具进行半成品拼装,并将组装完的成本放置于货架上,以备后续应用。
4高铁预制梁定位网钢筋智能焊接的应用优势
采用高铁预制梁定位网钢筋智能焊接技术能够比传统的人工焊接效果更加理想,同时焊接作业便捷,定位网钢筋焊接效率高,对焊接精准度有着很大的提升,保障定位网钢筋的生产质量。这种智能化焊接系统能够实现宽度小于1500毫米网片焊接作业,同时也能够对任意线材进行交叉倾斜角度焊接,高铁预制梁定位网钢筋智能焊接系统还能够实现φ5mm-φ12mm的钢筋焊接,同时满足冷拔钢丝、带肋钢筋以及镀锌钢筋的多尺寸网片焊接,采用新型的智能焊接系统具备更加稳定的焊接效果,满足实际生产需求。高铁预制梁定位网钢筋智能焊接技术还运用了数控伺服控制系统,进一步优化了焊接成本,提高焊接精度和作业效率。同时也在智能系统中融入了人机互动界面,能够准确且及时地反馈出焊接故障位置,降低操作人员查找故障的时间,有效提高工作效率。
结束语:综上所述,随着我国现代智能化技术水平的不断提升,在高铁预制梁定位网钢筋焊接工程中也引入了智能设备和技术,构建一体化智能焊接生产线,改变传统人工焊接存在的效率低、精度差和难度大等问题,进一步提高了我国高铁预制梁定位网钢筋智能焊接水平,满足新时代的高铁领域建设需求。
参考文献:
[1]JGJ 18—2012 钢筋焊接及验收规程[S].
[2]TB/T 10752—2018 高速铁路桥涵工程施工质量验收标准[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



