国家能源集团内蒙古电力分公司西来峰发电厂 内蒙古乌海 016000
摘要:以汽轮机设备检修为研究对象,针对汽轮机组大修中的注意要点和难点,对机组各部件所处的状态和作用进行了分析,对比了大修中的常见问题和检修方法、技术标准,结合生产实际对检修工艺进行了总结,针对性强,便于应用,提高了汽轮机大修的合理性和技术性。
关键词:汽轮机检修;检修工艺;提升总结
汽轮机大修为每5年一个周期,因此,每次大修的质量高低,直接影响到修后汽轮机的安全运转与经济性。多数机组修后均存在油挡渗油、轴封或汽缸结合面漏汽、动静摩擦、瓦温测点不准等问题。因此,如何保证汽轮机组每5年一次的大修质量问题,是长期以来面临的重要挑战。本文结合汽轮机本体检修理论知识和现场实际问题,就如何做好汽轮机大修,如何把控汽轮机大修时各部件状态和检修要点进行了简单的研究和分析,致力于通过加强检修手段,为设备的稳定运行打好基础。
1大修基本步骤
汽轮机组的检修,大部分是按照导气管拆卸、汽缸螺栓的拆卸、汽缸的检修(仪表的拆除、外衣的拆除、保温的拆除)、揭汽缸大盖、翻缸、汽缸的全面清理、隔板的检修、轴承的检修、转子的检修、联轴器和盘车装置的检修、联轴器找中心、汽轮机的装复、扣盖、恢复调节系统和保温化装板等步骤进行。这部分内容一般规程中都有统一的要求,本文不再做详细说明。
2提高汽轮机检修工艺水平的技术总结
2.1汽缸螺栓检修要点
汽轮机拆除汽缸高压螺栓一般使用加热的方法,但在拆除前和拆除中都有很多要点需要注意。①缸温降至80℃以下再行拆除。因为温度过高时螺纹硬度低,容易产生螺纹咬死现象,同时也可避免汽缸进入冷气而造成汽缸以及内部各部件极具降温变形。②对于拆卸的螺栓和螺帽都要进行编号。既要注意螺栓和螺帽编号的对应,又要注意螺栓在汽缸上的排列顺序以及松紧顺序,以确保紧固时的严密性和牢固性。拆装螺栓其原则是要容易消除汽缸上下法兰面间隙,还要注意不能因消除法兰面间隙而导致力量集中到最后一个螺栓上,因此要从汽缸中部垂弧值最大处开始并对称前后顺序进行,目的就是把法兰面间隙赶向汽缸前后自由端。基本按照先中间、后两侧,由内向外、左右对称的顺序进行,髙中压汽缸及低压内汽缸结合面螺栓所处位置的温度和压力较低高,其尺寸规格较大,因此拆卸和紧固一般按照要求顺序采用热拆装工艺。③螺栓的检查和清理。汽轮机螺栓都属于高压螺栓,检查时,一是用放大镜进行宏观检查,主要检查螺纹有无碰伤、变形及螺栓有无明显裂纹、弯曲等;二是金属技术监督检查,主要进行着色或磁粉探伤、超声波探检查及金相组织检查。根据发现的缺陷情况,分析出产生缺陷的原因,找出处理的方法。如发现螺栓存在裂纹,则需要更换新螺栓。
2.2汽缸检修要点
汽缸的揭缸起吊主要注意点是要有导杆、顶丝预起、足够人数和专人统一指挥作业,注意找正和找平工作,以保证汽缸起吊时的平稳和不摆动,及时发现转子是否有上抬现象。汽缸应空缸扣大盖检查结合面并消除间隙,否则在机组运转过程中将出现漏汽缺陷,影响机组安全运行与经济性。扣大盖前要由工程负责人亲自检查汽缸内有无遗留工具及其他物体,最后汽缸各部用压缩空气清理干净,并拆除各疏水孔、抽汽孔临时遮挡物,确认疏水孔、抽汽孔通畅后方可扣缸。扣缸过程中,若汽缸任何部位连续两次没有随大钩下落,应立即停止下落并重新找平再试。如三次任然无法落下,则可能出现内部卡涩现象,此时不应强行下落,应消除缺陷后再重新扣缸。
2.3隔板检修要点
隔板检修的要点主要有:在起吊前一定要做好膨胀间隙数值的测量工作,以便在安装时对比是否到位,并能把握好隔板结合面的严密性。喷嘴和静叶片必须进行除锈和除垢处理,特别要注意检查出汽边有无卷毛和断裂问题,确保机组做功时的安全性和经济性。隔板检修时,挂耳间隙有时是影响隔板结合面间隙的重要因素。
2.4轴瓦、轴颈检修要点
汽轮机大修时,必须注意:①桥规测量轴颈下沉值,用以检测轴承合金磨损程度以及垫铁和垫片厚度变化的情况。②检查轴瓦乌金面有无裂纹、局部剥落和脱胎现象,出现任何一种现象时,都必须更换轴瓦。③垫铁承力面保证无磨损和腐蚀,接触面接触均匀并在70%以上,两侧的垫铁必须左右间隙均匀,以3丝塞尺塞不进去为合格,否则必须再次修整。需特别强调说明的是,垫铁内的垫片不宜过多,如检修次数多造成垫片较多时要及时更换瓦枕,不能更换时要集中将小数值垫片更换为较厚垫片,以增强其稳定性。④拆卸的轴瓦等要做好记号、标明方向,并及时封堵各油孔和油口。⑤轴瓦和推力瓦块乌金面修刮后,不准用水砂纸面打磨乌金进行找平,防止水砂纸上沙粒刺入乌金面内,损伤轴瓦乌金面。⑥轴瓦接触点的修研要细致。在修刮瓦口间隙时,对于瓦口间隙的修整,在刮油楔时要保证轴向两端乌金不得修刮,并保证瓦口间隙顺两侧面向下逐渐减小,以利于进油的通畅性和油膜的稳定性。⑦推力轴承组装时,要注意各瓦块都处在自由状态,不能别劲,并做好对推力盘瓢偏的测量。⑧轴瓦需要有一定的润滑油通过量才能保证轴瓦的热量被带走,从而保证瓦温维持在一定温度内。因此,这就要求轴颈与轴瓦之间要有足够的间隙。在运行状态下,就有足够的进油量以确保油膜的厚度,为了保证轴瓦有充足的供油量,在瓦块进油侧修刮一个进油舌形油囊。油囊的下部要修刮成半椭圆形,其深度是底部半椭圆形处0.05mm,靠近上端轴瓦瓦口处为0.60mm。机组运行的时候,油囊里面充满着润滑油,转子轴颈高速转动的时候就有充足的润滑油被带到轴颈下方从而形成较大的油膜厚度,油囊当中的油在转子轴颈高速转动带引下,也会进行高速转动,从而带走轴瓦的热量。同时,从上到下油膜压力在不断升高,如果油囊表面修刮不平滑就会导致油膜压力波动,致使“油膜振动”而引发转子产生振动,所以油囊表面自上至下要平滑过渡。⑨瓦温测点的安装尤其应注意瓦温测量线应绝对避免与轴承箱以及轴瓦任何存在棱角的部位接触,或测温线折叠或盘起后的凸点与任何金属不问接触。任何存在接触的部位,在金属部件长期的微观振动与磨损下均会磨断测温线,从而造成瓦温测点故障,甚至造成瓦温跳变。
2.5转子检修要点
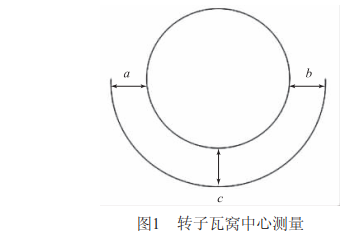
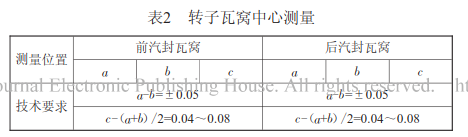
转子检修需要注意的要点有两个:①联轴器找中心时,首先应保证在4个轴承垫铁、球面座已研磨好,油挡已拆除条件下进行。应注意检查各轴瓦安装位置的正确性,即轴颈在轴瓦内和轴瓦在凹窝内的坐落和接触是否良好,以保证转子在轴瓦内不会左右摆动(图1、表2)。油挡安装后的找中要注意检查工作,用塞尺检查,下油挡不能顶着转子,避免轴颈与下轴瓦的虚接触,一般在进行测量前,应连续盘动转子数圈,将轴瓦压紧。检查油挡和汽封等各部件的间隙,确保转子未压在油挡和汽封齿上。在测量时,需用销子临时连接两半联轴器,以便能同时盘动两个转子;每次测量前,必须选择相反部位撬动转子,使别劲现象消除,确保读数时的正确性。②对发电机转子绝缘性进行检查。如果发电机转子内部的绝缘出现问题,那么汽轮机转子上将会产生弱电流,在转动过程中转子放电会对轴瓦乌金面产生损伤,影响到轴瓦油膜的稳定性,因此这点也显得尤为重要。
结语:
以上只分析了汽轮机检修时较重要的注意事项,不能体现出全面性。对于没有分析到的部分应遵循检修规程工艺要求,对于其他方面的检修作业也应该以“严”和“细”为宗旨,要严格遵从检修规程和其他检修工艺要求,以更加合理的方法和检修工艺,保证检修质量。对于文中没有提到和不够严谨的地方,希望有关专业技术人员给予指正和批评。
参考文献:
[1]周睿达,赵朋,赵占裕.火电厂汽轮机检修管理[J].工程技术:文摘版,2016(8):00122-00123.
[2]冯海东,陈庚.电厂汽轮机检修过程的精细化管理分析[J].建材与装饰,2017(17).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



