招商局金陵鼎衡(扬州)有限公司,江苏 扬州 225217
摘要:由于造船自动化程度的提升,以及机舱管理人员减少,对造船辅机越来越要求体积小巧、安全、管理简单、维修简便,而且也更环保、更快捷,这也就增加了对造船辅机的安装工艺需求。文章以某造船公司的28000DWT油船为例,对船用辅机中,除主机、甲板机械之外的辅机及机械设备安装准备情况、人员、工艺条件等进行了分析,并重点对柴油发电机的工艺流程、安装后的试运行情况和建议等展开了研讨。
关键词:船舶;辅机;基座;垫片
1 辅机安装工艺要求
1.1 基座面板要求
基座面板需符合以下要求:
(1)设备直接安装在底座上,加工所需的支撑板不能降低表面粗糙度;平板平面度和直线测量,厚度范围不小于0.05mm塞规,插入深度小于或等于10mm。
(2)制作机加工的基座面板平坦度技术标准和规范≤2mm/m,容许最大限度≤5mm/m。可以出现局部、离散、小规模的超差。
1.2 垫块要求
1.2.1 钢以及铸铁类调整垫片的基座安装要求
(1)安装间隙的要求
a.一级辅机:将螺栓固定在底座表面,调整垫圈和底座表面,用0.05mm塞尺进行检查,插入深度不超过10mm;
b.二级辅机:基座面与基座间用0.08mm-0.10mm塞尺插入,不得不超过10mm;
c.三级辅机:间隙要求不作规定。
(2)垫片间接触面积要求
a.一级辅机:接触面积不小于60%,允许限度不小于50%;
b.二级辅机:接触面积不得小于50%,允许范围不得小于40%。如果底座已就位,则不得在每个支架的中间使用三个以上的钢板或铜板垫块,但不得使用半块垫块;
c.三级辅机:不做规定。
(3)焊盘平面的标准外倾角为1:100。
(4)调整垫块厚度的标准范围≥12mm。
1.2.2 整垫片也可以使用已获得国际船检机关认可的环氧型灌注垫片
1.2.3 木质垫片要求
(1)木垫片厚度≥25mm,材料一般为榆木或樟木或水曲柳;
(2)木质垫片,通常适合同轴性能要求不高并或有公共基座或者带有一定刚度外壳的成套单元机械设备,可隔音与消振;
(3)木质垫片应涂以红粉白漆。
(4)木质垫片应干燥,其含水率不应大于15%;
(5)木垫片按实际厚度加工。试验时要求0.5mm厚塞规不合格,局部插入深度不超过20mm,与底座支撑面的偏差不超过0.5mm/m。
(6)木垫圈需要在干性油中浸泡2-3小时后才能在潮湿的隔间中使用。
1.2.4 帆布垫片要求
(1)帆布垫片材料为亚麻帆布或同质发帆,1~2层的厚度。
(2)帆布垫片涂以红粉白漆,底座支撑面平整,帆布垫片的面积不得小于设备底座面积。
(3)设备装配采用帆布垫片时,当螺钉连接尚未拧紧的状况下,其在80%区域内均应接触且0.3mm厚度塞尺不能插入。
1.2.5 铅皮垫片
(1)铅皮垫片材料为铅且运用厚度为3-12层。
(2)每层厚度一般为 2-6mm。
1.3 共用基座的成套机械设备所组成的辅机安装
对于有共用基座的成套机电设备所构成的辅机轴线连接状况,通常可不做检验,但凡已装设有共用基座的成套机械设备所构成的辅机,对于基座的技术等级需求则相应减少。
2 工艺过程
本文以主要对柴油发电机组的安装进行了研究,过程分基座安装、设备安装等。
2.1 基座安装
(1)定位:安装人员应首先从甲板(平台)、船舶或船体上找到设备的安装位置,即标定并定位辅助设备的相关结构。
(2)把预制好的基座吊于定位地点上,并检验基座位置是否满足图样规定。
(3)检测基座下的平面和结构吻合状况,如果发现间隙过大时需要加以调整,直到间隙符合设计要求,方可完成焊接。在焊接时要注意焊接工艺程序的减少。
(4)焊接完工后,检验是否符合焊接质量的要求。
(5)检查底座的平面要求是否满足本规范要求,然后定位固定垫和焊缝,检查本规范要求之间的平整度。
2.2 柴油发电机组安装
2.2.1 发电机组减震器的安装
(1)根据详细设计KJ519-420-004——柴油发电机安装图,以及船体详细设计图纸KJ519-152-001——主发电机基座及加强,检查柴油机机座与船体配合尺寸是否合适。
(2)四只调整螺栓置于螺栓孔8。
(3)调整螺栓调整的高度不小于75mm。
(4)将发电机组完全下降到基座面。
(5)检查是否所有的调调整螺栓都受力。
(6)松开螺母7。
(7)用19的六角扳手转动阻尼杆并进行检查,看阻尼杆是否能自由转动。如果所有的阻尼杆都松动了,保持48小时。若不松动,调整调节螺栓,顺时针拧松阻尼杆。
3.3 减震器放48小时后调节
(1)减震器受压约四十八小时后,重新测定高度H并与所推荐的高度比较
(2)安装时要保证单减震器不加载,高度差越小,最大不超过平均2mm。当然每个减震器座的高度为底部至顶部的减震器座的高度H,见图1所示。
平均值=(H1+H2+H3++H4+H5+H6)/6。
(3)如果平均值不超过2mm就可测量钢垫块的高度;如果超过2mm,使用调整螺栓可调整最大误差的减震器。
注意:单个减震器两侧的的高度不超过0.5mm。
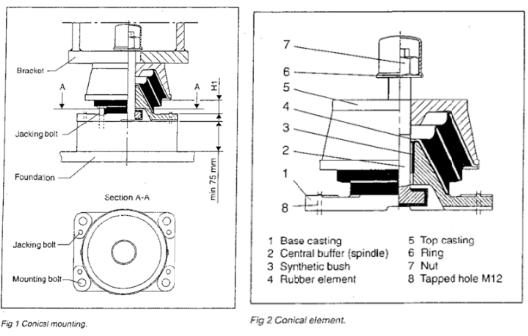
图1 减震器座的底部到顶部高度图
3.4 钢垫片的测量加工
(1)取几个点测量以获得钢垫片精确的厚度
(2)钢垫片的厚度不得小于75mm。后期更换可靠,钢垫孔应根据减震器的尺寸钻孔。
3.5 钢垫片的安装
(1)逆时针旋转阻尼杆,直到阻尼杆接触阀座,获得每个阻尼负载的高度
(2)用葫芦升高发电机机组
(3)拆下所有的调整螺螺栓
(4)装好每块钢垫片
(5)降下发电机组,直直到机组平稳下来
(6)钢垫片和减震器统统一编号(一一对应)
3.6 阻尼杆调节
(1)顺时针调节阻尼杆直到阻尼杆和钢垫片或者基座接触;
(2)逆时针方向控制阻尼杆,直到它与底座接触为止。注意:一定要调整4圈;
(3)顺时针方向调节2圈控制阻尼杆,检查钢垫与插头之间的间隙,阻尼杆(图1中序号2)不接触到钢垫片或者基座。
(4)以300Nm的力矩拧紧螺母7同时用扳手拧紧阻尼杆。
3.7 安装减震器在基座上
(1)根据图纸要求在基座上钻减震器安装孔
(2)用四个螺栓将减震器和钢垫片固定在底座上(安装力矩165nm)
注:所有工作结束后,必须检查阻尼杆并按3.7执行。
4 检验
4.1 基座检验
(1)辅机的位置、定位状态由质检部检验。
(2)质检部门在操作人员自检的基础上,对焊缝和基体表面进行质量标准检验。
(3)根据规格要求,调整固定底座和调整垫的质量和配合。
4.2 辅机安装检验
(1)对辅机机与垫片之间的贴合质量量进行检查。
(2)根据技术要求检查辅机的紧固螺栓和定位销。
(3)有必要时,对辅机机传动轴的对中状态
5 结语
综上所述,国内造船各企业工艺标准还是相当保守的,很多地方还需要仔细推敲。本文是通过本人的一些相关工作经验得出的相应结论,希望会给相关工作者一些帮助。
参考文献:
[1]富贵根,俞志刚,周果,等.船舶引言技术研究[J].上海造船,2009(06):74-77.
[2]费千.船舶辅机[J].大连:大连海事大学出版社,2005.
[3]富贵根,蒋原成,桂文彬,等.薄船舶技术的发展与创新[J].上海造船,2007(03):23-25.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



