郑州飞机装备有限责任公司 河南省郑州市 450000
摘要:对于曲面编程来说,一般使用CAM类软件进行程序的编制,但其生成的程序庞大,且当加工条件变化时加工参数不能时时更改,需要用CAM软件重新生成。宏程序具有灵活性、通用性、智能性等特点,能够快速解决生产中时时出现的问题。本文旨在利用空间几何方面的知识,通过设计合理路径,编制宏程序,用最简洁的编程语言,来实现最高效的型面加工。
关键词:整流罩;宏程序;法线;球心轨迹
1加工刀具路径分析
以某骨架为例(图1),通过分析其型面特征,计算加工刀具路径,来说明曲面的宏程序编制过程。
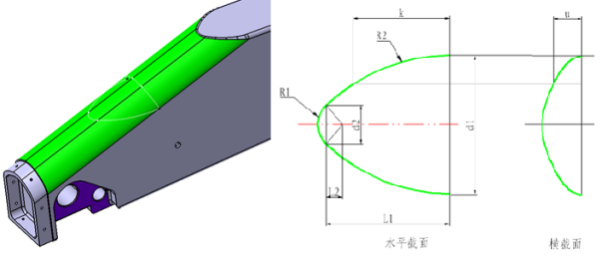
图1
该骨架型面在水平截面与横截面(垂直母线)上外形简化图形如图1所示,为半径R1,R2的两段圆弧相切而成,通过沿着其母线进行拉伸,即形成了该骨架整流罩曲面。
在对型面进行精加工时,选择用球头刀切削。由于球头刀在切削时,刀具的切削位置随着曲面的变化而变化,表现为球头刀在加工时,其刀偏值不能用某个常量表示,但是由于曲面上任意一点的法线方向总是指向球头刀的球心,而已知曲面可以根据空间几何数学精确求出在任意一点的法线方向,最后求出在加工过程中,刀具球心的轨迹。零件加工路径如图2(a)所示。
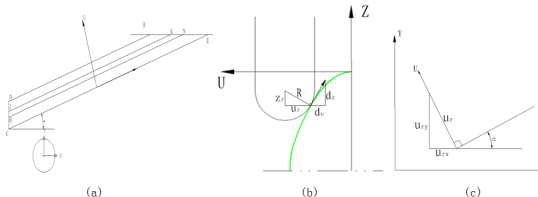
图2
零件的加工待加工区域为DCEH,在任意Z值高度,刀具的一个循环动作为:刀具移动到J点,下降到Z值,按G1指令到K,提升一个△Z,刀具移动到N点,按G1指令到O点。需要注意的是,以上四个点,代表的是在一个循环中被加工的区域边界点,不是刀具实际移动的点位。
球头刀相对于曲面的简化图如图2(b)所示,U向与刀具路径方向垂直。
设C点坐标为(x3,y3),E点坐标为(x4,y4),当:
#1=|Z|≥d1/2-d2/2时
u=K*sin =(L1-L2-
=(L1-L2- )* sin
)* sin
在XOY平面,球头刀中心对曲面上点偏移如图2(c)所示:
对应曲面上任意一点(x,y,z),球头刀中心坐标为:
当0≤#3=|Z|<d1/2-d2/2时
u=K*sin =( )* sin
)* sin



对应曲面上任意一点(x,y,z),球头刀中心坐标为:



设C点坐标为(x3,y3),E点坐标为(x4,y4),在一次循环中,在J点刀具球心坐标为(x3- ),K点球心坐标为(x4-
),K点球心坐标为(x4- ,提升一个△Z,N点球心坐标为(x4-
,提升一个△Z,N点球心坐标为(x4- (x3- )。
(x3- )。
2结语
型面的加工难点在于用球头刀精加工时,刀具球心坐标的确定。本文的思路不仅仅在加工骨架型面时有效,同时针对其他一些复杂的曲面,可以通过分析曲面特征,或者求出曲面方程,来确定在曲面任一点的法线方向,最终确定球头刀球心轨迹。
参考文献:
[1]FANUC数控系统宏程序编程方法、技巧与实例.作者:张运强.机械工业出版社.
[2]数控编程手册.作者:(美)斯密德.化学工业出版社.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



