中国石油四川石化有限责任公司 四川 彭州 611900
摘要:半产品气压缩机是轻烃回收装置中的一个重要组成装置,该装置能否长周期运行直接影响了整个轻烃回收装置的安全运行和产品气的产品质量。本文首先简单介绍了半产品压缩机的各项情况,找到了影响其长周期运行的因素,并通过更换半产品压缩机二级换热器管束,顺利解决了这一问题,促进了后期装置的安全长期运行,保证了我厂生产的顺利进行和经济效益的稳步增长。
关键词:半产品气压缩机C-16202A;长周期运行;二级换热器管束;优化
半产品气压缩机C-16202是轻烃回收装置的重要组成部分,一二级冷换设备冷却效果是制约其长周期运行的重要因素,为消除压缩机出口温度TI162102长时间超出设计温度范围(设计值40℃),通过对半产品压缩机二级换热器管束的更换,保证半产品气压缩机长周期运行。
一、装置概况
轻烃回收单元,作为250 万吨/年重油催化裂化联合装置的一个组成部分。采用回收炼厂乙烯资源成套技术,以催化干气和加氢干气为原料,后经改造,也可以解吸气为原料,分离出富含乙烯的气体作为乙烯装置生产的原料。建设规模为30000Nm³/h,设计负荷范围为60~110%,年操作时数为8400 小时。期间,自100#来的0.008—0.015MP的半产品气经过半产品压缩机C-16202A/B的两级压缩,将压力提高至1.6MP左右送至300#单元进一步处理。
二、影响C-16202A/B长周期运行的因素
影响半产品气压缩机长周期运行的主要因素是一二级换热器的冷却效果,由于轻烃回收装置循环冷却水处于最末端,所以在运行过程中,循环水压力低且流速非常缓慢,导致压缩机一二级冷却器腐蚀结垢非常严重,影响一二级换热器的冷却效果,造成压缩机的机体出口温度TI162102超出设计指标且持续偏高,经过测算超出设计指标值约47.5%左右。
三、二级换热器管束更换原因
轻烃回收作为我部门经济效益最大的装置,回收干气中C2组分,为下游乙烯装置直接提供原料。为使公司提质增效常态化,装置安稳长满优高效运行,以致经济效益最大化,结合轻烃回收装置自身的特点,对近期生产存在的瓶颈进行优化改进。主要对半产品气压缩机C-16202A二级冷却换热器管束更换,因该管束腐蚀结垢严重,其管束堵塞约36根之多,超出管束更换数值20%的范围,严重制约轻烃回收装置的高效平稳运行。
四、半产品气压缩机运行优化措施及效果评价数据分析
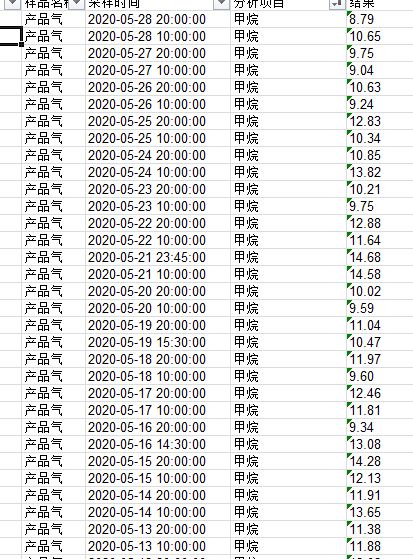
半产品压缩机二级换热器管束更换前,C-16202出口温度TI162102较高,二级冷却器150-16204A冷却能力不足,其出口平均温度长时间位于59℃左右,造成半产品气带液严重,同时由置换气带至吸附器中,影响吸附剂的活性,造成吸附效果变差。并且300#单元V-16301中的凝液尤为明显,含胺液流量平均值在411.2kg/h左右波动。因冷却效果差导致的气相带液严重,造成轻烃凝液出装置流量指示FIQ16402约为900kg/h。为了保证半产品气压缩机150-16204A的冷却效果,对两台停运置换气压缩机一、二级冷换设备循环水侧出入口加注盲板,更换C-16202A二级冷却器管束。优化之后,C-16202A二级冷却能力增强,C-16202出口温度TI162102降至31℃至35℃之间。经过对比分析产品气中甲烷含量优化前后平均值分别为11.7857和10.7442。更换后甲烷平均值下降1.0415,具体数值如下附图:
300#单元V-16301含胺液平均值降至105左右。并且轻烃凝液出装置流量指示因冷却效果的增强,FIQ16402流量平均值升至2216kg/h左右。
五、对装置后续的影响
由于压缩机冷却效果差,一方面造成半产品至300#单元中带凝液严重,另外压缩机出口温度TI162102高,使产品气温度较设计值极度升高。以上原因均可容易造成胺液发泡现象,引起胺液的跑损,严重影响300#单元脱硫效果。而避免胺液发泡的措施;首先是防止半产品气烃类的冷凝,其次是控制胺液入塔温度需高于气体入塔温度5-6摄氏度。但基于二部原因,贫胺液温度正常控制在44℃以下范围,因此在压缩机冷却效果不足之下,无法避免胺液发泡的现象。基于以上情况,通过本次压缩机C-16202A二级冷却器管束的优化,解决了因上述现象而引起的胺液发泡。从而对产品气的产品质量有了很大的提升。
参考文献:
[1]邱矿武.提升轻烃回收装置运行效率的措施分析[J].化工管理,2018(32):223-224.
[2]李理.影响轻烃回收装置效益的因素分析[J].中国新技术新产品,2016(16):102.
[3]相博,张建峰.浅析如何提高轻烃回收装置的运行效率[J].中国石油和化工标准与质量,2012,33(11):58.
[4]左青松,周文龙,秦学亮.轻烃回收装置冷箱压差增大原因及解决方案[J].化工管理,2021(22):126-127.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



