河钢集团邯钢股份有限公司冷轧厂 河北 邯郸 056000
摘 要:支撑辊轴承及轴承座是轧机实现板带轧制重要部件,其装配精度、装配质量及使用过程中的维护是轧机轧制高质量板带的基础。正确使用和维护支撑辊轴承及轴承座,是延长轴承寿命、降低成本、提高轧机作业率、提高经济效益水平有效手段。
关键词:冷轧;轴承;轴承座;维护。
中图分类号: 文献标识码:
1、前言
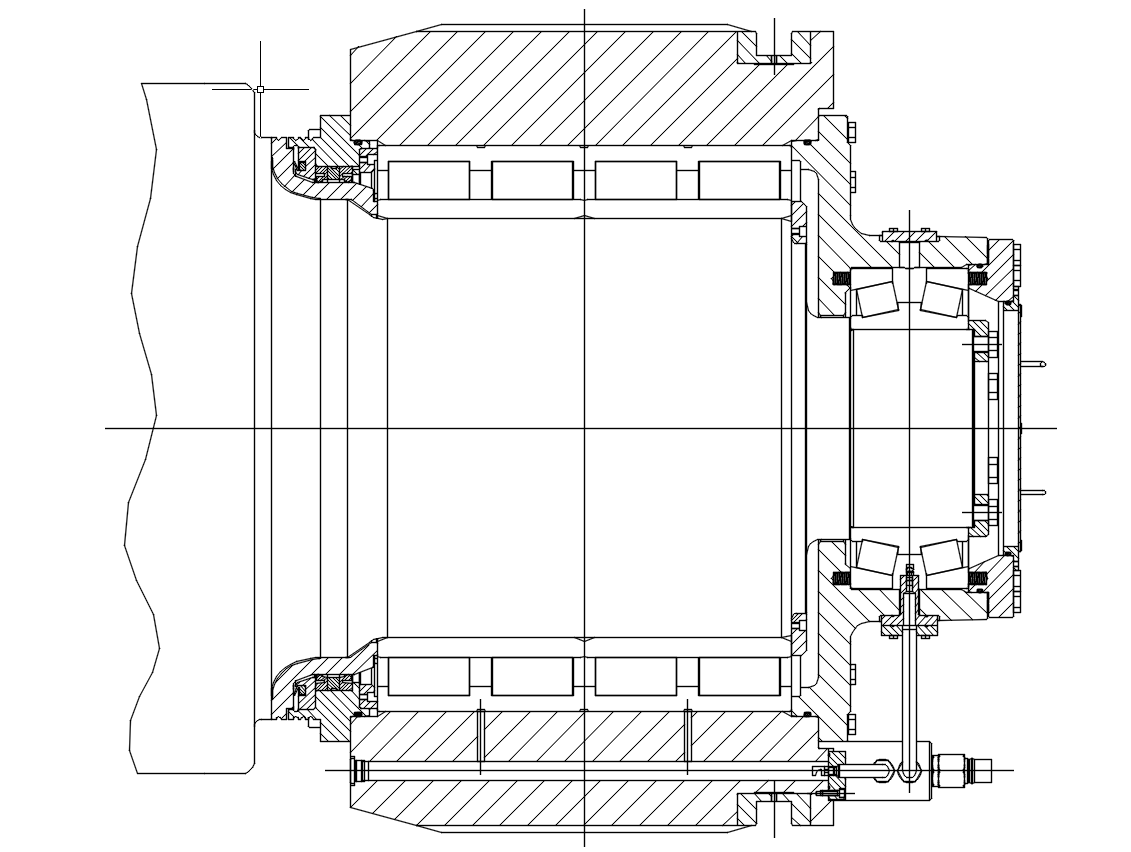
冷轧厂酸轧机组是五机架六辊连轧机组,包含上支撑辊和下支撑辊共计5对(10根)。支撑辊轴承座5套(20个轴承座),材质GS45(铸钢),结构设计上能满足稀油润滑的要求,轴承座上带有耐磨铜衬板。支撑辊轴承径向采用四列圆柱滚子轴承、轴向采用2列自定心止推轴承,共计20套(20套径向轴承,20套止推轴承),循环油润滑。支撑辊两端都设置了止推轴承,可以实现支撑辊传动侧和操作侧互换。
支承辊轴承及轴承座使用与维护从轴承装配、轴承及轴承座的定期拆解检查清洗维护等方面进行管理。
2、轴承及轴承座装配管理
 对新用的轧辊、轴承及轴承座,要对轴承外圈及轴承座、轧辊及轴承内圈、轴承座端盖等的公差配合、尺寸精度进行检查是否符合设计的技术要求。对轴承座内孔、润滑油路进行检查,将污物、杂物、铁屑吹扫清洗干净。
对新用的轧辊、轴承及轴承座,要对轴承外圈及轴承座、轧辊及轴承内圈、轴承座端盖等的公差配合、尺寸精度进行检查是否符合设计的技术要求。对轴承座内孔、润滑油路进行检查,将污物、杂物、铁屑吹扫清洗干净。
确保安装环境清洁卫生,所需的工具清理干净。
2.1支撑辊轴颈与轴承内圈采用基孔制配合,过盈配合,初次使用需要将内圈安装到支撑辊辊颈。
装配采用热装方法,内圈加热升温80~100 ℃,禁止明火加热,温度勿超过 150 ℃ ,造成内圈退火,影响硬度和耐磨性。加热方法可采用油浴加热、感应加热、电炉加热。加热时按照下列公式进行加热并装配,△d =12.5×10△t.d,式中:△d --内圈内径加热后的增大量(mm),△t –加热温度与室温之差(℃),室温标准为20 ℃ ,d--内圈内径(mm)。装配时使用一定的吊装工具,把轴承内圈内孔与辊颈对中后,缓慢移动至装配位置,安装过程中遇到阻力,忌盲目大力安装造成轴承内圈与轧辊轴颈损伤。
轴承内圈安装到轧辊轴颈上后,需要在轧辊磨床对轧辊工作面与内圈滚道进行装夹修磨。
2.2支撑辊轴承的外圈与轴承座的配合采用基轴制配合,为间隙配合,不允许产生相对滑动。
(1)安装时,把支撑辊轴承座吊装到翻倒装置,安装带密封一侧的轴承端盖,旋转翻倒装置把轴承座竖起了;
(2)安装轴承外圈及四列滚子,出厂时在外圈、隔环均印有字符符号,必须按字符符号的排列顺序依次装入轴承箱,不可任意互换,以防止轴承游隙的改变。轴承外圈时,要保证在拆卸时吊装轴承外圈垂直上下,如果吊歪变形将使装入吊出困难;装配和拆卸滚动体要按顺序拆装、检查,拆装滚动体时要旋转装拆,防止直上直下拉伤跑道。吊装支撑辊四列径向轴承时,利用专用吊具或外圈、保持架上的吊装孔,将每列轴承吊起,切忌吊歪变形,垂直向下装入轴承箱。
在安装支撑辊轴承座轴承后,需确定轴承端盖与轴承的定位环的尺寸,首先测量出轴承座接触端面和圆柱滚子的外圈接触面之间的距离,在安装轴承后吊装轴承端盖压铅,测量出真实尺寸X,以得到带余量的真实尺寸X+(0.1~0.2),以确保夹紧径向滚子轴承的外圈,对于每个轴承座与轴承必须是单独地得到真实尺寸X和使用合适地定位环。
(3)安装另一侧轴承端盖,轴向压紧轴承外圈端面。
安装止推轴承时,其内圈的端面必须压紧确保轴向要锁住,避免其在辊颈上相对转动,造成辊颈配合端面的磨损、烧伤。止推轴承的轴向装配使用垫片组,将背紧环和止推轴承之间的间隙调为0.5(0.3~0.6)。
支撑辊轴承座装配完成后,记录轴承外圈与轴承座径向方位标记,记入档案,便于下次拆装调整方位。螺栓的紧固按力矩的大小,使用力矩扳手,按顺序紧固。
2.3轧辊轴承座的安装
支撑辊轴承及轴承座组装完毕后,需要对轧辊及轴承座进行组装,支撑辊吊装到支撑辊拆装装置可升降及旋转的辊架上,2个轴承座分别吊装到可轴向移动的底座上,操作装置使支撑辊辊颈分别与2个轴承座轴承滚子内圆对中,缓慢插入,如遇到较大阻力,需要重新调整轧辊位置,直到装入,不可盲目安装,造成滚子和滚道的损伤。
3、轴承及轴承座的定期拆解检查清洗维护
3.1对轴承的温升、噪音进行检测。
3.2定期对轴承进行检查,周期为轴承上机工作时间1500~2000小时,轴承外圈端面上打有Ⅰ、Ⅱ、 Ⅲ、Ⅳ标记是负载区标记,轴承首次安装使用时,要让轧制负载方向对准轴承外圈第Ⅰ标记记号,上座内孔上面及下座内孔下面是负载区。
根据周期定期拆装清洗,按照Ⅰ、Ⅲ、Ⅱ、Ⅳ标记顺序让轧制负荷依次对准标记记号,以延长轴承使用寿命。
3.3记录承载面、轴承及轴承座号、清洗日期、密封水封更换情况。
3.4 轴承的检查、报废
定期对轧辊轴承进行检查,观察轴承表面的磨损、间隙、表面颜色、表面点蚀、拉伤等。磨损间隙超过技术要求需调整内环和垫片,通过压铅确定其厚度,表面如有点蚀、拉伤、裂纹、变色,根据情况报废换新。
3.5 轴承的损坏原因分析
轴承损坏包括滚道和滚子表面凹坑锈蚀粘附疲劳剥落,零部件的损坏。原因主要包括密封破损后污物进入使油脂质量受损降低润滑性能,杂质、异物造成磨损加剧甚至损坏,装配间隙不当,装配的过程中碰撞划伤,卡环损坏掉落产生轴向力,轴承本身质量问题等。
5、结束语
今后还应继续深入的研究,不断总结分析,使支撑辊轴承座及轴承使用及维护工作更加规范,延长设备使用寿命,确保冷轧机组稳定运行。
参考文献
[1]邢巍,安钢1550mm冷轧机组支撑辊轴承座漏油故障分析及改进。《安徽冶金》, 2014年第4期。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



