柳州钢铁股份有限公司棒线型材厂 广西 柳州 545002
摘要:对柳钢二棒生产过程中2#飞剪出现的故障,对刀臂进行优化改造,有效降低了2#飞剪产生的故障时间,提高了生产效率。
关键词:棒材生产线;飞剪;刀臂
Abstract: For the failure of 2# flying shears in the production process of No.2 bar production line, the optimization of the cutter arm can effectively reduce the fault time of 2# Flying Shear and improve the production efficiency.
KeyWords:Bar production line; Flying shears; Cutter arm
柳钢二棒生产线于2005年6月投产,原设计能力60万吨/年,现生产能力能达到100万吨/年,具备φ12-φ40mm带肋钢筋的生产能力。二棒生产线主要设备包括:步进式加热炉1座、18架短应力轧机(所有在线轧机均为平立交替布置,由直流电机单独传动,精轧机组中14、16、18号3架可平立转换)、三台飞剪、一个步进式冷床、850T冷剪1台、链式横移运输机1套、定尺材自动计数器1套、森德斯自动打捆机3台、称重装置。
1二棒2#飞剪的介绍
1.1技术性能
1.1.1 工作方式
启动-制动工作制,用于切头、切尾;
连续运转工作制,用于碎断。
1.1.2 适用范围
剪切最大断面: 2740 mm2
轧件速度:最大7.3m/s,最小1.8m/s
剪刃速度:最大7.3m/s,最小1.8m/s
剪切温度:≥850℃
轧件抗拉强度:σb≤120Mpa
1.1.2 工艺要求
切头长度:≤200±35mm
碎断长度:≤1500mm
1.1.3 技术参数
主电机:型号:ZFQZ315-42,J=9.2kg
功率:200KW,转速530 r/min
齿轮座:速比:i=1.676 模数m=10mm
中心距:A1/A2=503/630 mm
1.2产品用途
2#飞剪位于12号轧机之后,13号轧机之前,主要用于切头、切尾、碎断。
对由轧机送来的热坯料进行切头和切尾并送至精轧机。当飞剪后出现堆钢事故时,可以将未进入精轧区的坯料碎断,减少堆钢量,阻止事故进一步扩大。
1.3结构特点
2#飞剪为回转式飞剪结构。回转式飞剪由直流电机驱动,上、下刀轴用齿轮以机械传动的方式同步运转,剪切体为钢结构焊接件,上、下刀轴各装一个刀臂,每个刀臂上分装剪刃,剪刃用于切头、切尾、碎断。箱体内带有润滑配管,管道与润滑站供油系统及检测仪表连接。上剪刃轴一端装有编码器,控制剪刃起停位置。
在实际生产过程中,2#飞剪多次出现切头不断,带头进入13#轧机,造成多支轧废,累计故障停机时间较长。甚至多次在连续碎断过程中刀片螺杆断裂,导致无法碎断,造成堆钢较多耗费人力物力,甚至损害设备以及引发安全问题。
2二棒2#飞剪刀臂分析
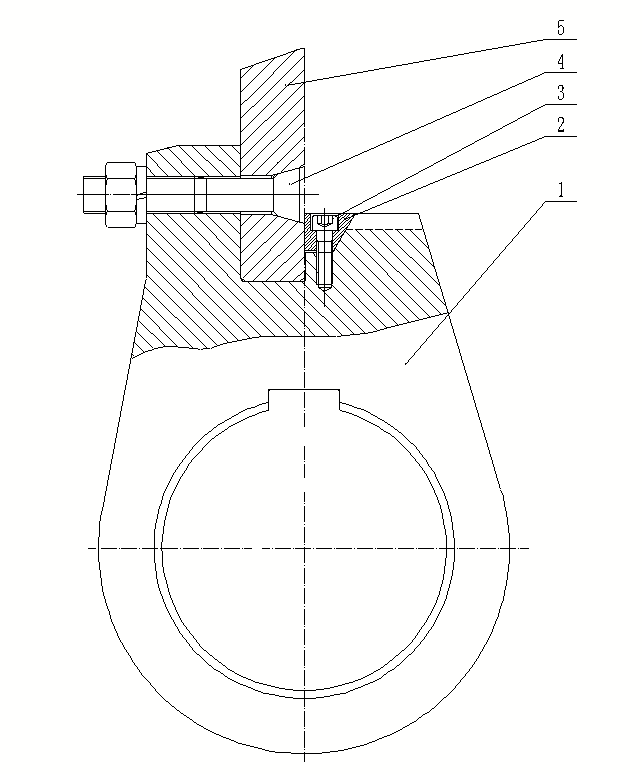
图1
剪刀臂,2—刀片楔块,3—楔块螺杆,4—刀片螺杆,5—刀片
如图1所示结合使用情况分析,剪刀臂设计有如下问题
2.1剪刀臂易变形
剪刀臂采用35钢锻造后加工而成,由于2#飞剪长期处于高温状态,并且长期承受冲击载荷,极易导致剪刀臂产生变形,通常表现为剪刃偏离中心线,引起刀片间隙改变。
2.2刀片间隙调节范围小
标准刀片厚度为40mm,剪刀臂刀片槽宽41mm,可见刀片间隙调节量仅有1mm。剪刀臂变形后,1mm的刀片调节量是不足够的,很难调节出理想的刀片间隙,给生产带来不利的影响。
2.3刀片楔块调节范围小
由于刀片楔块没有设计成长孔,楔块仅有很小的偏移量,在使用修复刀片(厚33mm)时,楔块无法压紧刀片,刀片全部载荷集中在刀片螺杆上,多次导致刀片螺杆断裂,造成停机时间,严重制约着二棒的生产。
2.4楔块螺孔易滑牙
图1中,刀片楔块采用3颗M10螺杆固定,在生产中频繁更换刀片、调整刀片间隙、重合度后,楔块螺孔极易滑牙,导致楔块失效,最终引起刀片螺杆断裂。
3二棒2#飞剪刀臂改造
如图2,对飞剪刀臂进行重新设计
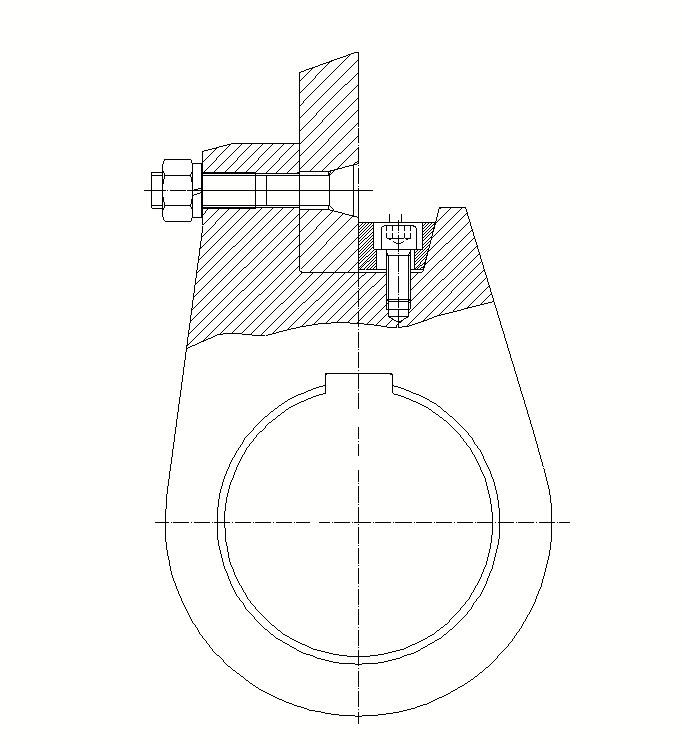
图2
3.1对剪刀臂进行加厚
在不影响刀片固定螺杆的前提下,对刀臂加厚5mm。
由弯曲强度计算公式 P=258/La2b
其中,P为弯曲所需要力kg;L为悬臂长cm;a为钢板厚cm;b为板宽cm
代入计算可知,增加厚度5mm可提高刀臂弯曲强度1.17倍。
3.2更换刀臂材质
原刀臂材质采用35钢锻造成型,材质较为偏软,在现场高温作用下以及碎断过程中连续变动载荷冲击,很容易导致刀臂变形。改用40CrMo制作刀臂,强度、
淬透性高,韧性好,淬火时变形小,高温时有高的蠕变强度和持久强度。对刀臂强度、硬度的提高有很大的帮助。
3.3改变刀片楔块的固定方式
去除刀片槽设计,改变刀片楔块的安装方式,使刀片楔块能压紧刀片,有效减轻刀片螺杆的负担,降低刀片螺杆断裂几率。楔块斜面为75度,楔块上下移动有效距离为30mm;
由公式
A=30mm/tan75=8mm
刀片间隙可调节量为8mm,在线使用刀片厚度为33-40mm,刀片楔块均可以有效压紧刀片。改造前刀片楔块只能压紧40mm厚的标准刀片,对于小于40mm厚的修复刀片只能靠两颗刀片螺杆固定,很容易导致刀片螺杆断裂。
3.4加大刀片楔块固定螺栓
原刀片楔块固定螺栓为3颗M10内六角螺栓,在频繁的更换刀片和调整刀片间隙后,在加上高温影响,楔块紧固螺纹孔很容易滑牙造成楔块失效,失效后只能更换刀臂才得以恢复楔块,造成备件的浪费。将3颗M10固定螺栓改为两颗M16螺栓,能有效的提高楔块固定强度,也减少了更换刀片拆装螺丝的时间。
4应用情况
对柳钢2#飞剪进行改造后,从2019年11月至今应用上线近两年时间,2#飞剪稳定运行。优化后的刀臂设计,可以适应不同的厚度的修复刀片,降低刀片的使用成本,改进后的刀片楔块能提供更大的锁紧力,减缓了刀片固定螺杆的受力情况,二棒2#飞剪刀片螺杆没有再断过,楔块螺孔也不再出现滑牙失效现象,二棒2#飞剪故障大幅度降低,达到了预期效果。
参考文献
1李静.起重运输机械起重运输机械设计.北京:冶金工业,1998. 171~190
2杨黎明. 机械原理及机械零件(下册) 北京:高等教育出版社,1985. 210~217
3机械设计手册第2册.北京:化学工业出版社, 1979. 1 076~1 082

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



