长春卷烟厂 (吉林省长春市邮编 130000)
【摘要】ZB25、ZB45型包装机组,是中国烟草总公司引进意大利G.D公司专有制造技术,由上海烟草机械有限责任公司转化生产的卷烟包装设备。其设备在早班开机时,所有机台都会发生条包输送通道内出现因无条盒纸的散烟包而停机处理的问题,剔除板在正常生产时连接托架在剔除板工作时由于速度快回程时剔除板会与通道两侧的导板发生撞击产生振动,时间久了会使连接托架发生断裂现象。剔除板的动作是由气缸通过连杆机构带动的,由于剔除板组件厚重(1.75kg)翻转角度又大于90°速度快,惯性过大,容易使连杆机构产生变形向相反方向运动,而产生不能复位现象,以上现象影响了设备的有效作业率。
【关键词】: 卡烟现象 剔除板 连接托架
引言
设备在运行时条盒包装机输送通道内容易出现无条盒纸的烟包,若不及时停机处理会造成卡烟现象,剔除板连接托架在工作过程中容易发生断裂现象,或剔除板剔除后无法复位,如何杜绝这些现象成了最需要解决的问题。
1 存在的问题
包装设备在每次首班开机时,条盒包装机处都会使烟包进入条盒通道内再开启条盒吸取装置,这样就不会出现条盒纸在通道内堵塞的现象,但是条盒输送通道内就会出现无条盒纸的散烟包,这些散烟包在第一提升器处会造成卡烟现象,所以必须停机将散烟包取出,影响了开机时间。
剔除板材质厚重,剔除时惯性大,剔除板的连接托架为铸造件,长时间发生撞击容易断裂,或发生剔除板反向复位而卡死的现象,严重的影响了设备的有效作业率,又造成了大量的产品浪费。
2 原因分析
设备在通电后首次开机时,条包烟输送通道内会出现没有条盒包装纸的散烟包,这时必须停机将散烟包取出,若不取出散烟包,当散烟包运行至剔除位置时会因散烟包无阻力而向前滑动,越过剔除板,剔除板不能将散烟包完全剔除掉,剔除板复位后,有条盒包装纸的条烟向前有序的运行至第一提升器位置时,没有被剔除的散烟包会阻挡条盒烟包完全进入第一提升器内,第一提升器向上运行时就会出现卡烟现象,使设备被迫停机,处理卡坏的烟包时费时费力,而且容易将设备卡坏,造成不必要的损失。
剔除板材质厚重,剔除板的连接托架为铸造铁件如图1所示,在剔除工作时由气缸带动剔除板向下围绕着连接托架的轴心做顺时针翻转运动,有质量缺陷的条烟靠自重和上部压板的双重力的作用下向下掉落到残烟回收箱内,然后剔除板在气缸的作用下迅速复位,由于剔除板本身厚重(1.75kg),复位时速度过快惯性大,复位时会与通道两侧挡板发生撞击,振动较大,达到一定时间后,剔除板连接托架处会发生断裂现象,造成零件损坏需要进行修复或更换零件如图2所示,影响了设备的正常生产。
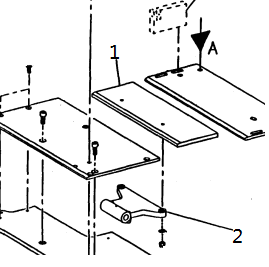

图1 剔除板及连接托架示意图 图2 连接托架断裂修复图片
(注:1、剔除板 2、连接托架)
剔除板在剔除时,由于板材厚重惯性大,剔除气缸与剔除板连接轴处由铰链连接,由于惯性过大,会使铰链杆发生弯曲变形,使剔除板的翻转角度逐渐变大,等翻转角度大于90°时,铰链会随之翻转而向相反方向运动,气缸复位时,剔除板会继续顺时针旋转而无法复位,这样就会发生剔除板反向复位(俗称卡死现象),而剔除板上部的下压板不能向上抬起,而设备正常运转,向前输送的条包烟会与下压板发生撞击,推条烟的推板受阻,使推板保险脱开而停机,通道内的所有条烟将挤压变形无法使用,维修时会造成长时间停机,根据以上原因,决定对此处剔除装置进行改进。
3改造方案
本着尽量不改变设备原有结构的方法对剔除机构进行原理分析,最后决定对剔除板和连接托架进行重新设计,改变其形状可达到双重效果。
原剔除板为整块矩形板,板材厚重,现将其重新设计为“[”形如图3所示,重量立即减轻60%以上,这样剔除板在剔除工作时,惯性会成倍减小,使剔除气缸能够轻松驾驭。
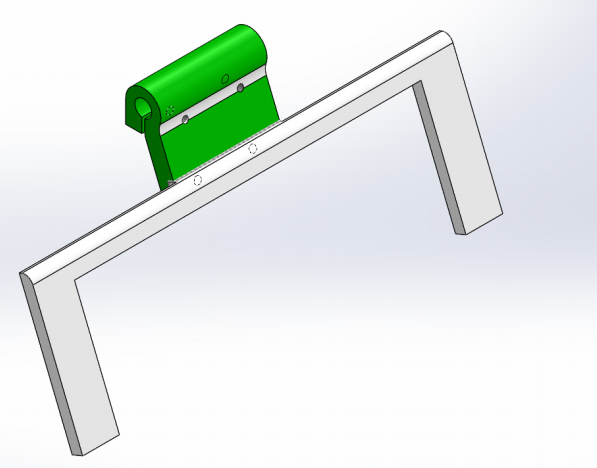
图3 改进后剔除板与连接托架装配示意图
剔除板形状的改变,使条盒烟包两端各自只有15mm的接触位置如图4所示,这样的好处是减少条烟表面与剔除板的摩擦,使条烟表面有划痕的风险减少,最主要的是当没有条盒纸的散烟包经过此处时,不用剔除板动作就会因下部悬空而靠自身的重力自然掉落到残烟回收箱内。
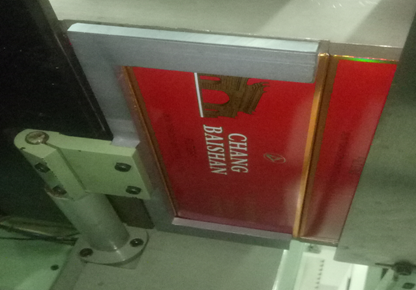
图4 改进后装机效果图
4 改进效果
本装置完成后装机实验,效果明显,每次首班开机不用停机来处理无条盒纸的散烟包了,当没有条盒包装纸的散烟包经过剔除位置时全部自动掉落到残烟回收箱内,剔除板有剔除动作时,动作轻盈自如,复位时不会发出与通道两侧挡板的撞击声,经过几年时间的验证,剔除板部位未发生过任何故障,现已将所有设备全部更换此装置。
5结束语
改进机台在早班开机前停机处理无条盒烟情况,得以解决,无需停机处理,达到了彻底解决的效果,节约了有效的生产时间,和卡烟现象,生产设备为20套,每天按停机处理一次计算,每次1分钟,每月生产22天,每年可节约有效时间20*22*12=5280(分钟),每机台按两条20包烟计算,每包烟只算商标纸每张0.19元,0.19*20*5280=20064(元)。改进机台连接托架断裂的现象,目前为止未发生,节约了更换备件的费用,每件424.92元。改进机台剔除板工作后无法复位的现象,目前为止未发生,节约了维修时间,提高了设备的有效作业率,降低了维修工和操作工的劳动强度,为企业的节约增效起到一定作用,此套工装极具推广价值。
参考文献
[1] 成大先.《机械设计手册》.第五版.北京:化学工业出版社.2007.P28
[2] 黄德良.《ZB25型包装机组》.第1版.北京:中国科学技术出版社.2001.P45
[3] 李志明.《机械设计》.第2版.湖北:华中理工大学出版社.1998.P11 P345
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



