苏州华旃航天电器有限公司 江苏省苏州市 215129
摘要:电子信号得以正确可靠传输的关键产品就是多芯电缆,广泛应用于现代军用电子设备之中,而且相应的质量和可靠性与整机和电子系统的可靠性有着直接的关联,所以,保护多芯线束非常重要。
关键词:军用电子设备;多芯电缆;线束保护
前言:在开展现代军用电子设备设计的过程中,整体电子系统相对庞大,为了使后续的维修和组装更加便利,通常情况下,都会将分立的电路单元或者分机结构行驶采取进来,与此同时,还会以各类型的接插件和电连接器为依据,进一步组装成为多芯电缆,同时,开展相关设备的电气连接。对于多芯电缆而言,其不但具备结构紧凑的特点,还具备连接非常快速的特点,整体的电气性能也非常可靠和安全,所以,应用范围非常广,尤其是在航天平台之中和军用车载上等被广泛应用进来。保证电子信号传输正确且可靠的最为关键产品就是多芯电缆,特别是环境非常恶劣的状态下,重要性更强,但是电缆自身的可靠性和质量又与整机电子系统的可靠性息息相关。在整个电子设备中,多芯电缆所扮演的就是中枢神经,如果其中哪一根电缆存在接触不良的问题,都会使整个电子系统受到影响,不但会降低电子设备性能,严重的情况下,还会发生人毁机亡的重大事故,所以,只有将多芯电缆线束保护工作做好,才能使整机和电子系统的可靠性得到根本性的保证。
多芯电缆线束保护需求
在开展多芯电缆线束保护的过程中,要将线束护套应用进来,具体要求如下:首先第一点,对于线束护套而言,其自身必须要具备非常好的绝缘性和导热性;其次第二点,从外观的角度来看,必须要具备美观性,整体性能也必须要具备可靠性;第三点,就是保证最大化程度的简单性,在使用过程中,更加方便。
线束护套的种类
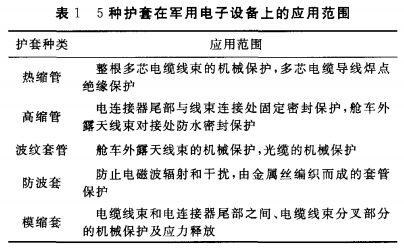
在当前阶段,线束护套的种类非常多,从军用电子设备实际出发,同时结合各种材质的性能特性和特定使用环境,主要有以下5种护套,首先第一种护套就是柔软阻燃聚烯烃热缩管,简称就是热缩管;其次第二种,就是高收缩比含胶双壁管,简称就是高缩管;第三种,就是开口塑料波纹套管,简称为波纹套管;第四种就是防波套;最后一种就是模缩套。具体如表1所示。
多芯电缆线束保护工艺
3.1、热缩管保护工艺
3.1.1、整根线束的机械保护
首先第一点,就是在开展装焊电连接器之前,就进行穿套。在实际开展穿套热所管操作之前,必须要将纸胶带等应用进来,对线束端头进行紧密的缠绕,确保其可以真正的成为一个整体,如果在穿套操作过程,存在困难,可以在相对较细的导引杆或者绳上将线束端头系上来,然后再将其全面穿过之后,再做牵引。
第二点,就是将热风枪应用进来,对热缩管进行热缩。在热缩的过程中,要保证均匀性,而且整体的热缩温度要保持在85度到120度之间,在控制热缩时间时,要保证热缩管可以均匀贴在线束上为最佳。
第三点,在全面装焊连接器之后,要处理热缩管端口,并且确保热缩管末端可以紧密的连接到电连接器尾部,不可在电连接器的外部暴露出来。
第四点,就是检验,在检验过程中,要保证热缩管不会出现任何开裂问题,且热缩保证牢靠性,在线束表面妥帖的包裹住;热缩管的末端位置,要紧密连接电连接器尾部。
3.1.2、多芯电缆导线焊点绝缘保护
第一点,将与导线和电连接器接触偶外径匹配的热缩管选用进来;第二点,裁剪热缩管,在裁剪的过程中,要保证热缩管的具体长度可以真正的包裹住电连接器接触偶表面,同时,还要与导线绝缘层保持一种交叠状态,则为最佳;第三点,在开始焊点焊接之前,就要穿套热缩管;第四点,将热风枪应用进来,对热缩管进行热缩,在热缩的过程中,要保证均匀性,同时,控制热缩温度始终保持在80到120度之间,同时,热缩的最佳时间,就是达到热缩管可以均匀贴住焊点的状态为最佳;第五点,检验,在检验过程中,要特别注重热缩管的完好性,并且保证没有出现开裂的问题,而且热缩的牢靠性要非常强,可以对电连接器接触偶表面与导线绝缘层进行妥帖的包裹株,同时,在与导线绝缘层进行交叠的过程中,要保证整体的交叠长度可以完全大于或者等于2mm。
3.2、高缩管保护工艺
3.2.1、电连接器尾部与线束连接处固定密封保护
首先第一点,以电连接器尾部长短为依据,将高缩管和线束交叠长度选取进来,原则的角度上,是为了可以达到更好的固定密封效果,同时,又具备一定的美观性。正常情况下,电连接器的尾部相对较长,一般都是保证交叠长度在15到20mm;同时,如果电连接器的尾部相对较短,则要保证相应的交叠长度可以在25到30mm之间;第二点,就是在开展装焊电连接器之前,就要穿套高缩管;第三点,就是在装焊连接器之后,要应用热风枪,对热缩管进行热缩,在热缩的过程中,要保证均匀性,同时,控制热缩温度始终保持在80到110度之间,同时,热缩的最佳时间,就是高缩管可以均匀的贴在电连接器尾部和线束为最佳;第四点,就是检验,在检验过程中,确保高缩管的热缩非常牢固,且非常完好,并无任何的开裂问题,可以对电连接器尾部和线束绝缘外皮进行妥帖的包裹住。在全面热缩之后,后续连接器外螺套的旋转也不会受到妨碍。
3.2.2、舱车外露天线束对接处防水密封保护
将与线束外径完全匹配的高缩管选用进来;对高缩管进行裁剪,确保在裁剪之后,高缩管的长度可以对多芯电缆线束对接处进行完全的包裹,并且可以与线束的外绝缘层达到交叠的效果,视为最佳;在开展多芯电缆线束对接处焊接之前,要穿套高缩管;在全面焊接之后,要将热风枪应用进来,对高缩管热缩,在热缩的过程中,必须要保证热缩的均匀性和稳定性,整体的热缩温度要控制在80到110度之间,热缩的最佳时间,就是高缩管可以均匀的贴住线束为最佳。最后就是检验,确保高缩管可以完好,并无任何开裂问题,同时,整体的热缩非常牢靠,可以将线束对接处位置妥帖的包裹住,同时,与线束绝缘层的交叠长度要完全大于或者等于20mm。
3.3、波纹套管保护工艺
对波纹套管进行穿套;将黑色胶带应用进来,并且在波纹套管两端和中间开口处进行缠绕,在缠绕的过程中,要保证整体的间距在300到500mm之间,同时,避免在缠绕之后,可能会出现的胶带飘起问题;还要将黑色电缆扎线带应用进来,绑扎在胶带缠绕位置,确保整个波纹套管中的线束不会出现任何的移动;在检验过程中,必须要确认波纹套管无任何开裂我呢提,并且相应的内径与线束外径要始终保持匹配,同时,对于两端和中间开口处的胶带,要保证器缠绕的平整性。
3.4、防波套保护工艺
在实际开展装焊电连接器之前,要对防波套进行穿套,在穿套操作之前,要应用纸胶带,对线束端头进行紧密的缠绕,确保其可以真正的成为一个整体,在穿套操作的过程中,如果难度相对较大,则可以在相对较细的导引杆上将线束端头系上来,然后确保其可以穿过之后,再做相应的牵引。然后就是处理防波套端口,将绵纶棉线绑扎紧固法应用进来,达到直接绑扎的目的。最后就是检验,确保防波套无任何破损,且收口非常紧固,没有出现任何断丝和混乱现象。
3.5、模缩套保护工艺
在开展多芯电缆装束装焊之前,要穿套模缩套,在全面焊接之后,要应用热风枪,对模缩套进行热缩,保证热缩的均匀性,对于多芯电缆线束,一般情况下,都会将模缩套保护应用进来。最后就是检验,在检验过程中,保证模缩套无任何开裂问题,可以对线束分叉部位进行妥帖的包裹。
结语:总而言之,在开展多芯电缆线束保护过程中,必须要对导热绝缘和操作简单以及美观性与否的问题进行充分考虑,本文对这五类常用的线束护套进行了详细介绍,这五类常用线束护套均具备非常好的导热绝缘性能,在具体操作过程中,也具备简便性,可以使电缆线束实现高质量和高寿命的电性能传输得以保障。
参考文献:
[1]陈鸣瑶,梁萍.军用电子设备多芯电缆线束保护研究[J].新技术新工艺,2014(08):108-111.
[2]许全莲.多芯电缆防波套的装焊工艺[J].机械管理开发,2009,24(05):101-102.
[3]李晓麟.电子装联技术讲座11 实用电子装联技术[J].电子工艺技术,2003(04):182-183+185.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



