1 江西洪都航空工业集团有限责任公司 江西 南昌 330024
2江西先进复合材料研发中心 江西 南昌 330096
3南昌工程学院 江西 南昌 330099
[摘 要] 本文简单介绍了宽体客机中后机身长桁壁板制造工艺,对采用该工艺制造的样品进行外观、壁厚、超声和金相检验,验证了该工艺制造的合理性,并得出相应的结论。
关键词 宽体客机;长桁;壁板;复合材料
1 概述-- 宽体客机机身及其制造技术
宽体客机是指大直径机身,双通道客舱,载客300人以上的客机,波音和空客的宽体客机设计制造技术目前处于世界垄断地位[1]。长桁壁板是机身的典型结构,通过对国外机技术跟踪,国内已经具备该技术突破的实力[2],本课题结合国内第二代大飞机研制的需求,对复材长桁壁板进行了样件研发,该研究验证了长桁壁板国产化制造的可行性。
2 宽体客机复合材料中后机身长桁壁板制造工艺流程
宽体客机机身尺寸很大,壁板的开发常采用逐级研发模式,长桁壁板制造工艺流程图如图1所示。
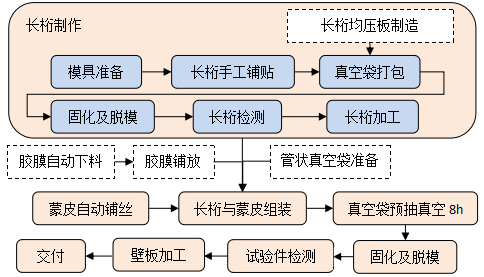
图1 复合材料中后机身长桁数字模型及工艺流程图
3 宽体客机复合材料中后机身长桁壁板的样件制造及其质量检验
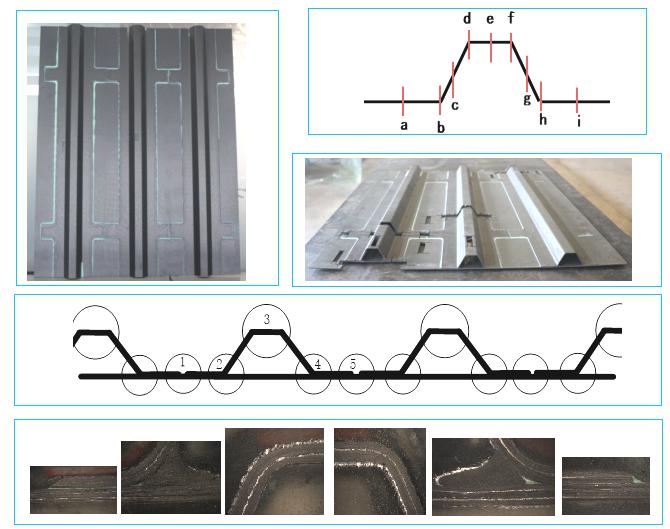
通过上述工艺,本研究顺利制造出复合材料长桁壁板样品如图2—A所示。制件的制造质量如何,需要通过检验与分析确定,才能得出最终的结论。下面介绍国产复合材料长桁壁板样品检验情况。
使用M21C预浸料制作的长桁壁板表面光洁,使用五轴水切割机床按外廓要求加工长桁壁板至所需要形貌。经检验,样件无任何劈丝、毛刺等缺陷,长桁耳片处的R角亦无任何缺陷。
A
B
C
D
E
1
3
22
3
4
5
使用M21C预浸料制作的长桁理论厚度为1.68mm,R角区厚度公差为10%,即1.51~1.85mm;其他区域厚度公差为8%,即1.55~1.81mm。对长桁截面尺寸进行测量,发现长桁厚度,包括R角区域均合格,各测量点厚度数据见表1,取样位置如图2—B所示。
表7.4-1长桁截面厚度测量结果
名称 | a | b | c | d | e | f | g | h | i |
长桁1 | 1.65 | 1.74 | 1.74 | 1.59 | 1.68 | 1.66 | 1.74 | 1.76 | 1.74 |
长桁2 | 1.65 | 1.75 | 1.75 | 1.59 | 1.70 | 1.58 | 1.76 | 1.75 | 1.70 |
长桁3 | 1.64 | 1.76 | 1.66 | 1.61 | 1.75 | 1.56 | 1.66 | 1.74 | 1.64 |
本研究采用NuScan-8×2×2.8m自动扫描无损检测设备,对2-A图样件进行超声A扫检测,波形正常,内部无脱层、夹杂和疏松,无损检测合格,内部质量完好。
采用数控五轴水切割机,对长桁与壁板进行切割,样件切割取样后状态如图2-C所示;切割位置如图2-D所示,切割后的金相图如图2-E所示,样件序号与图2-D相对应,每个部位的样本数为3件。
金相图片表明:材料组织均匀、紧密,纹理清晰,每一层的纤维走向均与设计要求相符;胶膜粘结材料清晰、均匀,且厚度适当;R转角分明,数值符合设计要求。
本研究进行了宽体客机中后机身长桁壁的制造与检验,得出以下结论:
1)本研究确定的宽体客机中后机身长桁壁的目标指术指标均符合要求,国内具备相应制造能力;
2)本研究采用水切割进行外形切割及金相样品制备,外形平整、断面清楚,便于观察;
3)采用NuScan等超声自动扫描设备,无损检测高效可信。
本课题研究得到了中央引导地方科技发展专项资金的支持,项目名称为:宽体客机大型复合材料结构件制造工艺研发项目,项目编号20192ZDE04012;本课题研究还得到了南昌市科技重大项目资金的支持,序号:19,计划类别:重大科技公关,项目名称:宽体客机双曲度复材壁板先进制造技术的开发。
参考文献
[1]邓智亮. 宽体客机市场简析[J]. 科技资讯, 2017(23).
[2]W.HK. 我国发展民用大飞机要突破十项关键技术[J]. 军民两用技术与产品, 2007(3):9-9.
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



