河南中烟工业有限责任公司驻马店卷烟厂 河南 驻马店 463000
摘要:生产过程中发现由于叶丝经过气流烘丝机松散装置进入物料管道内干燥时不是连续、均匀的,进而造成叶丝出料也是不连续、不均匀的,影响产品质量。通过对气流烘丝机松散加速器的改进,有效解决落料不均匀问题,使叶丝进入加速松散均料辊后的物料在下落过程中不会出现间歇下落现象,保证出料均匀连续,提高产品质量。
关键词:烟草;气流烘丝机;进料气锁;松散辊;出料均匀
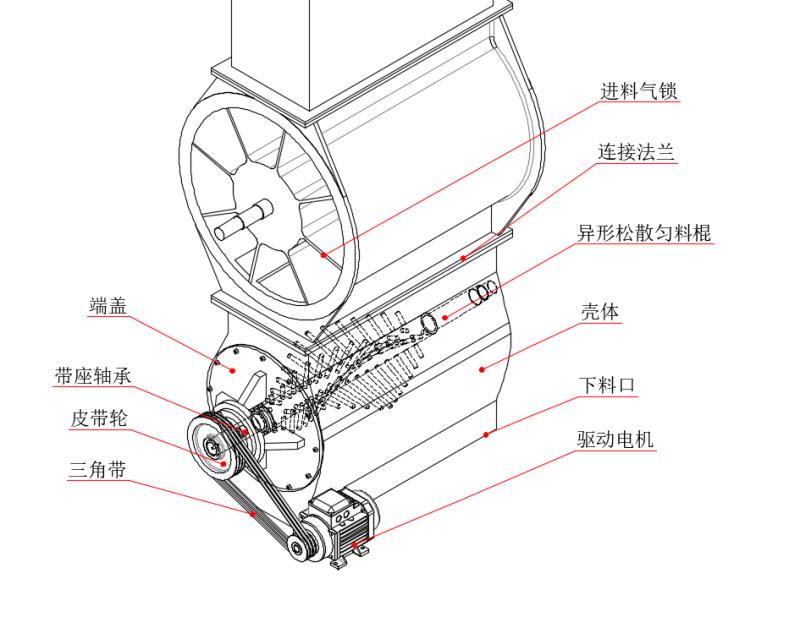
气流烘丝机是烟草制丝线重要设备之一。气流烘丝机用于制丝线上超级回潮后的叶丝在线快速膨胀和干燥,叶丝经超级回潮机充分加温加湿后。由进料振槽均匀地将叶丝送入进料气锁,然后由气锁落入松散装置内,叶丝通过松散辊耙钉的旋转与静态的壳罩之间的速度差将叶丝打散。由松散加速器落下的叶丝接着被高速度的过热蒸汽流带入干燥机内,其后叶丝在重力和风力的作用下,进入物料管道进一步干燥。最后,叶丝进入旋风分离装置,与蒸汽分离的同时冷却部分定型,并从旋风分离装置下部的出料气锁排出,输送到下一工序进行处理。其中松散加速器是其中一个主要部件。
1存在问题
图一SH9气流烘丝机进料气锁结构示意图
SH9气流烘丝机进料气锁由八个翻板门、不锈钢刮板和壳体组成,采用链传动驱动,转速41r/min,刮板线速度1.72m/s,叶丝进入气锁后在八个翻板门的旋转作用下叶丝落料每次间隔时间是0.183s。进料气锁与松散加速器两个壳体间距450mm,根据自由落体公式h=1/2gt2得出叶丝的下落时间是0.315s,所以叶丝经过进料气锁进入松散加速器是有间隔时间,叶丝经过松散加速器进入物料管道内干燥时不是连续、均匀的,叶丝干燥后进入皮带机时可以看出出料叶丝在皮带机上分布是时多时少和偶有露底的现象(叶丝从进料到出料的时间约8s),随着掺配用气流叶丝的生产这种现象越明显。
2、问题分析
叶丝经振槽进入进料气锁,在气锁内的八个翻板门的旋转作用下叶丝间隔落料经中间连接管道进入松散加速器,叶丝在等距,均匀分布在松散辊上的五十八根耙钉在旋转向心加速度的作用下加速下落,造成出料叶丝没有连续均匀衔接,干燥后的叶丝在出料皮带机上呈现高低不平的分布现象。
3、改进措施
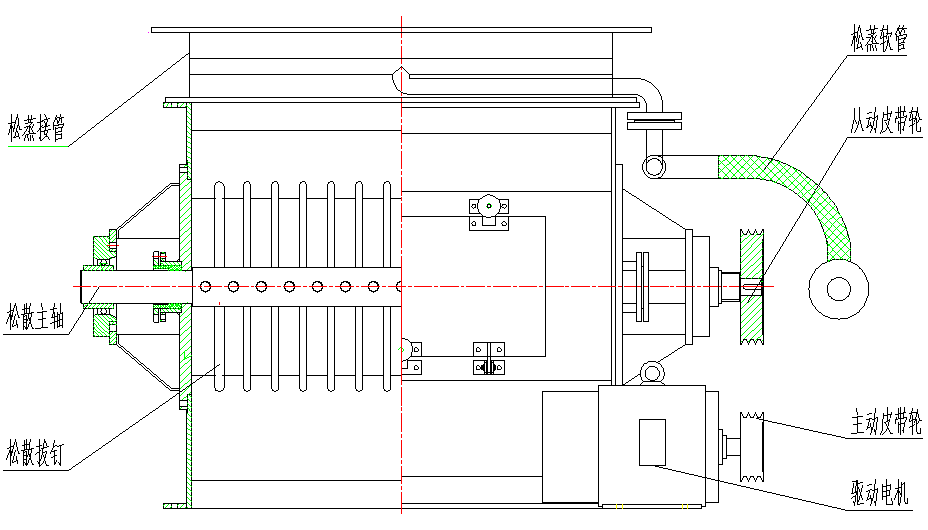
 图二SH9气流烘丝机进料气锁改进后结构示意图
图二SH9气流烘丝机进料气锁改进后结构示意图
由离心力定义可知:当同轴传动时,角速度相同,周期也相同,线速度与半径成正比,离心加速度与半径成反比。所以,通过对松散匀料辊耙钉尺寸重新进行设计,以此来改变每个耙钉的线速度,使其打散加速的物料线速度不同呈弯曲状下落,保证下落水平线上任意位置都有物料存在,使得出料更加连续、均匀。
根据SH93气流烘丝机现场的测算。进料气锁采用链传动驱动,转速为41r/min,刮板(气锁内密封装置,可以调节与壳体内部的间隙量)线速度1.72m/s,叶丝进入气锁后在八个翻板门的旋转作用下逐一送料,叶丝落料每次间隔时间是0.183s。进料气锁与松散加速器两个壳体间距450mm,根据自由落体公式h=1/2gt2得出叶丝的下落时间是0.315s。通过以下公式计算叶丝的自由落体速度、各耙钉需要的线速度和向心加速度,来重新定位改进后各耙钉的焊接位置。耙钉在心轴上呈圆周四等分分布,圆周共四条螺旋线,每条螺旋线旋转1/4圈。耙钉在每条螺旋线上均匀等距安装。耙钉轴长890mm,间隔每排15根的耙钉,以中间高度185mm的耙钉为基准向两端等距高度递减,高度递减尺寸是22mm。相邻螺旋线上等距安装一排耙钉,每排14根,以中间两根高度185mm的耙钉为基准向两端等距高度递减,递减尺寸是22mm。四排螺旋线上耙钉是以中心对称圆周阵列安装的。
4、改进效果
改进后叶丝经气锁进入改进后的松散加速器后,出料叶丝呈松散V字状连续衔接下落进入紊流管、干燥装置经过出料装置进入下道工序。出料叶丝在出料皮带机上分布基本均匀,较改进前出料叶丝分布有较大改善。特别是生产气流丝时(气流丝流量2600kg/h),出料叶丝不会出现露底现象,减少水分仪检测失真现象,降低出料叶丝水分超下限次数,提高出料叶丝的水分的合格率,为产品质量提升夯实了基础。
参考文献:
李彦伟,范爱军.烟草制丝设备与工艺【M】.华中科技大学出版社.2014。
成大先.机械手册【M】.化学工业出版社.2010。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



