宝钢湛江钢铁有限公司 厚板厂 广东 524072
摘要:本文主要阐述了基于典型的PID调节理论应用而开展的淬火机水流量闭环控制系统的设计。描述了厚板厂淬火机喷水系统设备的基本组成结构,并介绍了PID调节的概念与特性。结合生产过程中的实际应用和工艺要求,针对厚板热处理淬火水流量调节存在一些问题进行了深入研究,应用PID调节控制方法对原有水流量控制系统进行了设计改造。解决了水流量调节缓慢、生产效率低下的问题,同时有效降低了水处理能耗。
关键词 喷水系统;PID调节;水流量;闭环控制;
The Closed-loop Control System of Hardening Machine Water Flow Based on The PID Regulation
LiDi
(Heavy Plate Plant,Baosteel Zhanjiang steel co. LTD,Guangdong 524072 China)
Abstract:This article mainly expounds the application and based on the typical PID regulation theory of quenching machine water flow design of closed loop control system.This describes the Heavy Plate Mill quenching machine hydraulic system , the basic structure, and introduces the concept and characteristics of PID regulation.Combined with the application in the process of production and process requirement, to heat treatment quenching water flow regulation has some problems were studied, the PID control method is applied to the design of the original water flow control system of transformation.To solve the water flow adjustment slow, low efficiency of production, at the same time, effectively reduce the energy consumption of water treatment.
Keywords Water spray system;PID regulation;Water flow;The closed loop control;
湛江钢铁厚板厂淬火机喷淋系统由高压区和低压区两部分组成。钢板淬火的第一区域为高压淬火区,高压区的目的是以大流量紊流水冷却钢板表面以便在高压区获得均匀的淬火效果。钢板通过高压喷水区后,温度迅速降低到500℃以下。
在高压区之后是低压淬火区,低压淬火区分为13段,每段可以单独进行开闭和流量控制,低压区开启的段数取决于钢板的厚度和淬火钢板的产量。低压区的目的是进一步带走从钢板中心传导到表面的热量以防止余热回火,使钢板温度降低到50℃以下。
淬火系统分为高压喷淋系统、低压喷淋系统,具有上下喷嘴和辊道保护功能。
喷淋系统设备包括:高压喷嘴(2段缝隙喷嘴、1段双联超快冷喷嘴、1段快冷喷嘴)、低压嘴(13段低压喷嘴组成)、供水管路、控制阀组、保压泄压系统。
淬火喷淋闭环控制系统由控制器(PLC系统)、执行器(电液开闭阀和电动调节阀),检测元件(电磁流量计)组成。管路主要仪表设备构成如下。
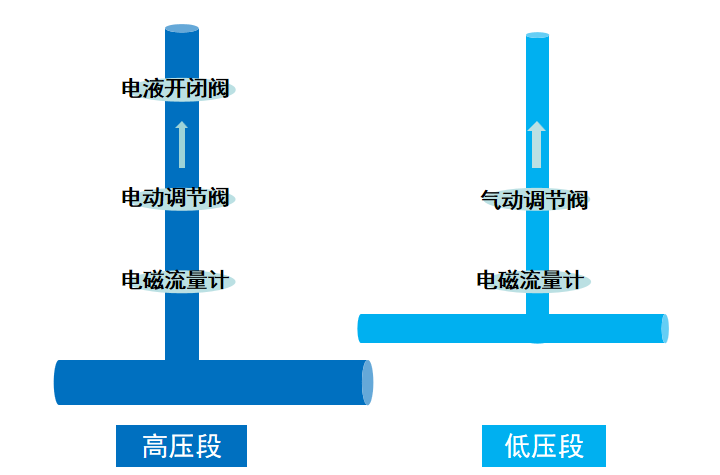
图1 喷淋系统管路主要仪表设备示意图
Fig.1 The main instrument equipment of Water spray system
湛江钢铁厚板厂淬火机组由国内公司设计集成。自淬火钢板批量生产以来,随着阀组状态劣化,淬火机水流量调节到位时间越来越长,使水处理能耗逐步增高,同时制约产能的提升;而宝钢股份厚板厂热处理线由德国LOI公司设计集成,阀组设备均采用进口设备,调节性能优越。
湛江钢铁厚板厂淬火机喷淋系统现状调查情况如下:
改善前高压区阀组流量调节到位时,耗时达15分钟;PDA数据记录如下图2。
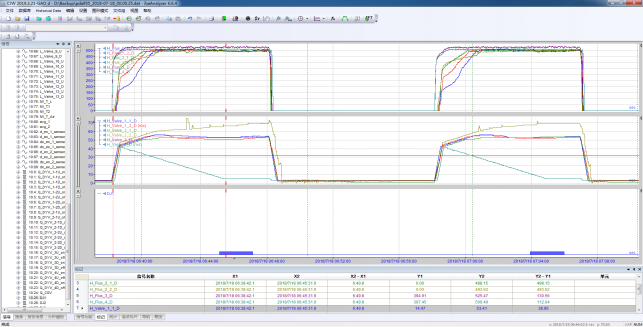
图 2 改善前PDA记录曲线
Fig.2 The PDA record curve before improving
2.经过前期对阀组管路调节阀更换与修复,目前调节时间减小至5~7分钟;
3.原调节阀闭环控制逻辑采用分段控制,将流量偏差分为三个判断区间,每个区间对应一个固定的系数,经过换算转换为对应调节阀执行的开口度,以步进方式进行调节(详细参见下图3)。此种调节方式优点:精度与稳定性较高;缺点:针对偏差较大的情况,动态调节速度缓慢,造成较大的能源浪费。
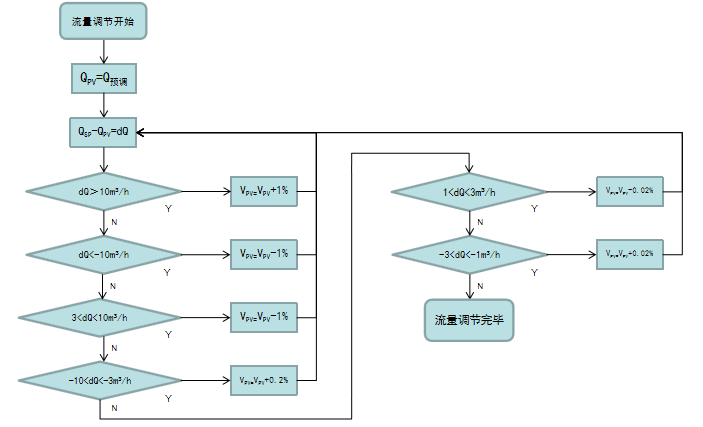
图3 改善前逻辑功能流程图
Fig.3 The control logic flow chart before improving
考虑从硬件和软件两方面入手研究优化:
方案一:研究优化提升阀组硬件设备性能,考虑选用高性能调节阀;
方案二:设计优化调节阀闭环控制逻辑;提高阀组调节特性;
目前调节阀性能:开口度从0~100%行程需要时间约30s左右;性能满足目前工艺要求无需重新选型;故采用方案二着手研究。
比例积分微分(PID)调节控制规律:PID控制器是一种线性控制器,它根据给定值r(t)与实际输出值c(t)构成偏差:e(t)=r(t)-c(t)。将偏差的比例(P)、积分(I)和微分(D)通过线性组合构成控制量,对受控对象进行控制。其控制规律为:
![]()
传递函数为:
![]()
,式中,Kp为比例系数,Ti为积分时间常数,Td为微分时间常数;Ki=Kp/Ti,为积分系数;Kd=Kp*Td,为微分系数。
P控制是一个调节系统中的核心,用于消除系统的当前误差,I控制为了消除P控制余留的静态误差而辅助存在,对于D控制,所占的权重最少,只是为了增强系统稳定性,增加系统阻尼程度,修改PI曲线使得超调更少而辅助存在。结合生产工艺实际需求,系统控制对象主要为流体,故本系统主要采用比例调节控制。
采用PID调节控制方式,使阀组调节特性跟随偏差的大小而改变,当流量偏差大时动态补偿增大,偏差变小时,动态偏差补偿值减小;首先PLC会根据L2下发的流量设定值,按照之前阀门标定数据,选择最接近的与开口度(预调节阀开度)输出给调节阀,然后此时的预开口度做为PID闭环控制的输入给定,经过不断调节,与设定流量比较若在工艺设定的允许偏差范围内则输出稳定的开口度与流量。详细流程如图4。
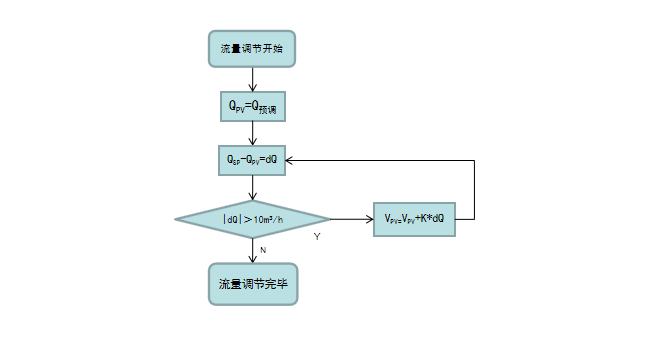
图4 改善后逻辑功能流程图
Fig.4 The control logic flow chart after improving
1.新增闭环控制逻辑功能块FC116_Flux_B2;保留原功能块FC103_Flux_B(如图5);可实现分段与PID调节功能交替使用。
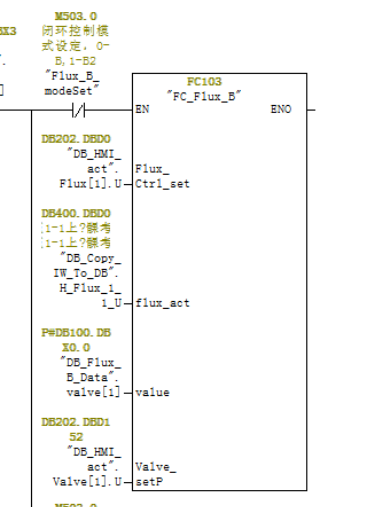
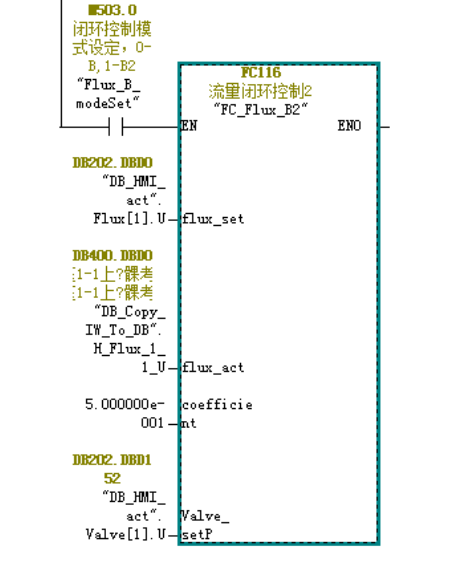
原功能块FC103_Flux_B 新增功能块FC116_Flux_B2
图5 部分程序代码
Fig.5 The Part of program code
HMI画面增加“流量闭环控制1”与“流量闭环控制2”手动选择按钮(如图3.4),新增变量M503.0。可根据实际情况进行调整切换,当水流量调节功能精度要求高时,待淬火机各阀组流量调节趋于稳定时,鼠标左键单击切换为流量闭环控制1,同时按钮上文字显示“流量闭环控制1”字样,此时调节系统按原设计功能执行;当水流量调节功能精度要求不高时,鼠标左键单击切换为流量闭环控制2,按钮上文字显示“流量闭环控制2”字样,此时系统将执行PID调节功能。
经过方案设计实施后,提升了阀门水流量调节速度,并降低水处理能耗。调节时间由原5~7分钟减少至1分30秒左右;同时有效提高了淬火机产能。
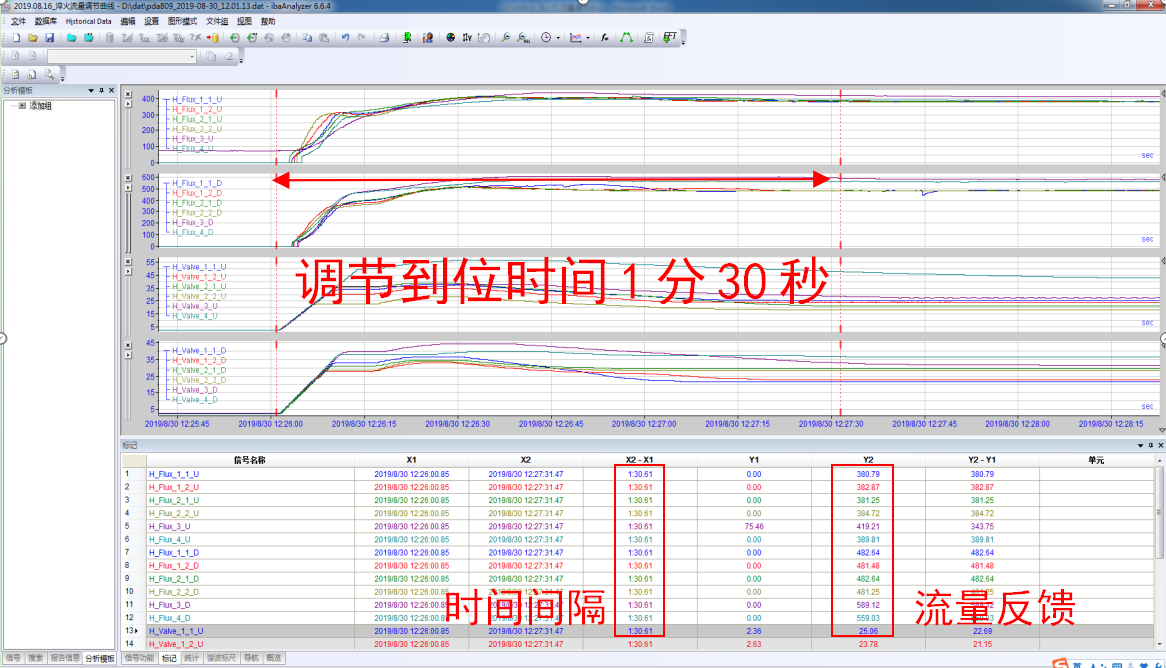
图6 改善后PDA记录曲线
Fig.6 The PDA record curve after improving
5.结论
淬火机水流量闭环控制系统通过采用PID控制方式,淬火水流量调节速度大大优于原调节功能设计,使淬火机阀组调节到位时间减小至1分30秒左右,提高淬火生产工艺的流量调节效率,同时大大降低了水处理能耗水平。该项目的实施与应用是厚板厂通过自主创新实现降本增效的一项重大举措。在同类设备应用场景具有一定推广价值。
[1]马轲菲. 钢板淬火系统的研究与改进[J]. 热处理, 2013.
[2]廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2013.
[3]余成波.自动控制原理[M].北京:清华大学出版社,2006.
[4]周乐挺.传感器与检测技术[M].北京:高等教育出版社,2014.
[5]J.L.莱昂斯.阀门技术手册[M].北京:机械工业出版社,1991.
作者简介:李迪,男,1992年5月17日生,2014年7月毕业于辽宁科技大学,专科,目前就职于宝钢湛江钢铁有限公司,助理工程师.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



