株洲钻石切削刀具股份 有限公司 湖南省 株洲市 412007
摘要:铝合金是一种塑性较大的材料,切削加工时容易在切削刀具上形成积屑瘤,对被加工面挤压变形严重,形成鳞刺现象,很难在加工表面获得较高的光洁度,本文主要分析了3C铝加工硬质合金铣刀槽型、刀体材料对加工性能的影响以及通过对刀具磨削质量的提升控制,通过流畅的三维槽型设计独特的断屑槽结构,锋利的前角及大的刃倾角,切削力小,切削过程轻快
、优质的超细晶粒的硬质合金棒材和磨削质量的控制等改进措施的实施,铝加工铣刀减少了切屑、已加工表面与刀具前后刀面的摩擦,降低切削力和切削温度,延长刀具使用寿命以获得良好的加工表面质量
。抛光切削刃有助于消振,从而使工件加工表面质量得到进一步提高,真正实现了以铣代磨。
关键词:刀具 槽型 粗糙度 裂纹
前言
铝材是轻量化的首选材料,铝合金作为节能材料和功能材料越来越引起人们的重视,其广泛应用于航空航天,3C行业(Computer(电脑产品)、Comunication(通讯产品)、Consumer(消费电子产品)
,汽车等行业。在航空航天和电子消费领域,铝合金加工有着非常高的精度和表面质量要求,有的表面甚至要求为镜面,但是铝合金是一种塑性较大的材料,容易在切削刀具上形成积屑瘤,很难在加工表面获得较高的光洁度,因此提升3C铝用刀具的制造精度往往就决定了刀具的使用效率。
流畅的三维槽型设计
在铝加工过程中,由于铝合金塑性变形大,熔点和强度都比较低等特性,切削时大部分的热量来自切削与刀刃的摩擦,而温度的升高是导致刀具失效和被加工面粗糙的主要原因之一,使大量的切屑在短时间内流畅地排出,大部分热量由切屑带走,采用大螺旋角、增加刀具前角和后角使切削刃锋利,减少切屑与刀具接触区的压力 ,避免积屑瘤的产生,是刀具设计的重要因素。铝加工铣刀采用Cimulator 3DX成型软件编程技术,采用30度螺旋角、流畅的槽形和较大的前后角的设计,保证了在高转速状态下切屑能够流畅的排出。


图一、槽型二维、三维及成品图
材料选用优质超细的硬质合金
好的材料是刀具品质的保证。刀具材料的硬度越高,摩擦力就越小。硬质合金具有硬度高、耐磨性高;抗压强度高(可达6000MPa); 稳定性好;脆性较大等特点,选用硬质合金作为刀具材料能够大大提高工具寿命,几倍到几十倍;能够提高切削速度和劳动效率;能够提高工件的精度和光洁度。
铝加工铣刀采用WC晶粒度0.4 µm优质超细硬质合金棒材,既能保证高硬度耐磨性(HRA92.6),又能保证良好的冲击韧性。完全符合铝合金高速铣削的安全性和可靠性的要求。即使在切削速度达到4000m/min时,也不会出现爆裂和折断。图二为0.4µm超细硬质合金金相图

图二、0.4µm超细硬质合金金相图 ×1500倍
磨削质量的控制
在铝合金铣刀的磨削加工中发现,目前影响产品磨削质量的问题有:产品的裂纹、刃部缺口锯齿、周刃处柱刃宽不一致以及表面粗糙度差等,这些磨削产生的质量问题直接导致刀具的使用寿命、生产效率和安全性。影响刀具表面质量的因素很多,主要有:砂轮特性使用不当、磨削用量太大,磨削方式不合理等。

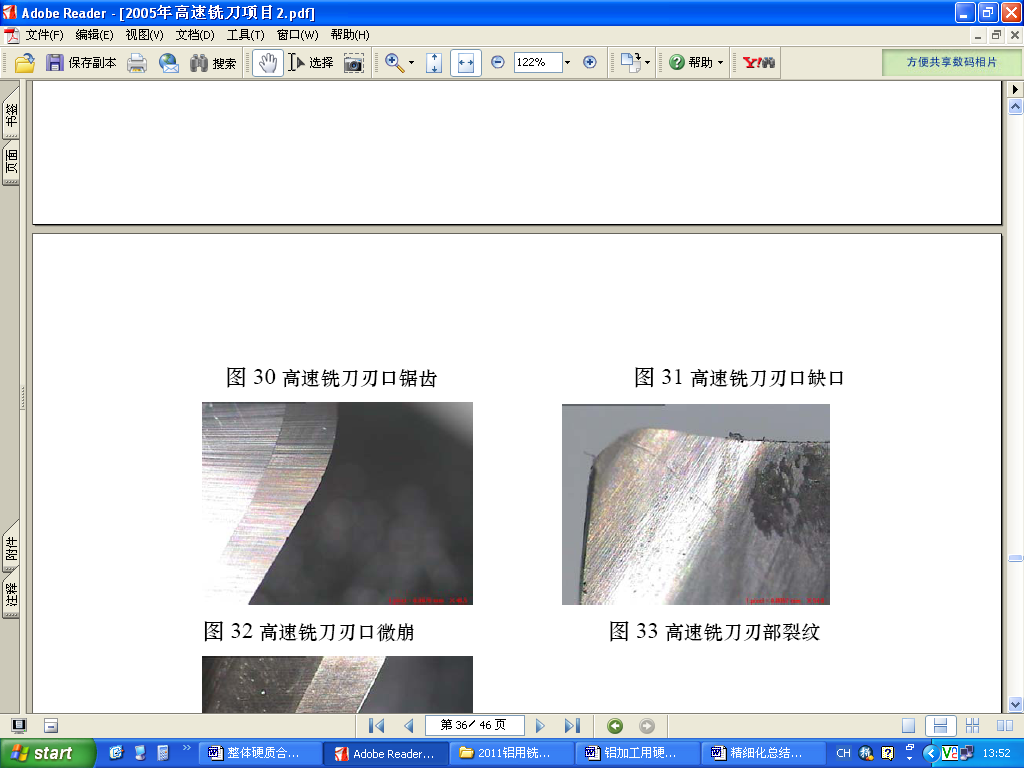
刃部缺口 刃部锯齿 裂纹

理想的刃口及粗糙度
图三、刃口缺陷及理想刃口对比图
针对目前铝加工铣刀磨削存在的问题,通过以下措施加以改善。
3.1砂轮特性,包括砂轮的粒度、硬度、组织、和结合剂。
图四为砂轮粒度与粗糙度之间的关系,从图中可以看出,砂轮粒度越细,所获得的粗糙度越小。这是由于在一定速度下,若砂轮的粒度小,单位体积所含的磨粒越多,在相同条件下,每个磨粒所承受的切削负荷就很小。在磨削过程中,磨粒的划擦和耕犁作用为主导,刀具表面被推抹烫平,消除了表面的沟纹,使表面粗糙度随粒度变细而减少。但粒度增加到一定程度,则对粗糙度影响不明显。

图四、砂轮粒度与粗糙度关系图
对金刚石砂轮的要求:
A. 控制磨削区的温度
磨削区的温度严重影响磨粒的耐磨性、砂轮的结合剂及被加工材料,在被加工材料内部由于有温度梯度,因而产生大的热应力,当超过允许值时,在磨削表面产生裂纹及其他缺陷。 在磨削区的高温可以导致金刚石的石墨化及氧化,因而使金刚石软化,可以采取在结合剂中加入抗摩擦剂、金刚石表面涂盖金属等方法使磨削区温度降低。
B. 在自锐规范下磨削
保持砂轮的切削性能的必要条件是金刚石颗粒伸出结合剂表面,结合剂磨损的程度同磨粒磨损的程度相适应。这就是砂轮在自锐规范下工作。 结合剂是砂轮金刚石层的主要成分,用他可以固定金刚石磨粒。磨粒的结合强度决定于金刚石磨粒的形状及填充深度,结合剂的物理机械性能。而磨粒的结合强度影响着砂轮的切削性能。
C. 砂轮结合剂的机械性能
砂轮结合剂的物理机械性能必须稳定可靠。
D. 保证金刚石层同砂轮体的结合强度和砂轮平衡
砂轮的金刚石层不应在工作时一层层剥落,砂轮的不平衡则影响其工作能力。有必要进行平衡实验。
3.2、 磨削用量,包括磨削速度、磨削深度、横向进给量和纵向进给量。
A. 横向进给量和纵向进给量
横向进给量f横减小,刀具表面粗糙度可减小,反之,会使粗糙度增大。同时随着f横和f枞增加,刃口锯齿度随之增大。 不管是增加f横还是f枞,都增加了切削断面积,因此磨削力增加,除此之外还引起对磨粒的冲击负荷增加,使金刚石磨粒脆性崩裂,这些脆裂后不等高的磨粒在磨削时,就会在被刃磨的刀具表面留下深浅相差较大的磨痕,这些会使刀具的锯齿度增加,表面粗糙度增加。
B. 磨削速度和磨削深度
随着磨削速度的增加,单个磨粒的切削厚度减小,磨削力下降,因此刃口锯齿度减小。另一方面,随着磨削速度的增加,对硬质合金颗粒的冲击负荷增大,这就使刃口的锯齿度增大,所以速度对锯齿度的增大会出现一个极值。 在一定范围内磨削速度对粗糙度的影响并不明显,但速度增加到一定程度时,粗糙度会突然增大,这是由于当磨削速度达到一定程度时冲击负荷使砂轮的金刚石磨粒发生大量脆性崩裂,从而使粗糙度迅速增大。细颗粒砂轮磨削时,随着磨削速度的增加,粗糙度的跳跃并不明显,主要是磨粒细,
大量崩脆后对磨粒不等高性影响不大。
3.3、 磨削方式,包括磨削的方向、平面磨削、端面磨削、成型磨削。
A. 逆向磨削和顺磨
逆向磨削是指磨削速度方向为刃口向刀体方向,此时,刃口受压,刃口的抵抗力大,故不易产生甭口。而顺磨时,磨削的方向是刀体指向刃口,刃口受拉应力,由于硬质合金的抗拉应力比抗压应力低,故刃口抵抗力小,容易产生锯齿。
B. 冷却液的影响
无冷却液进行硬质合金刀具磨削时,刃磨温度高,使钴的粘结性能发生变化,同时干磨的磨削力大,刃口容易产生崩塌。 用清洁的冷却液进行磨削时非常重要,细小的末屑在刃磨时会划伤刀面,产生不规则划痕,使刀面粗糙度增大。同时由于高速铣刀的切削刃比较锋利,冷却液中的末屑随冷却液高速喷出,切削刃产生缺口的概率增加。
C. 平面磨削、端面磨削、成型磨削
刀具的螺旋槽的磨削属成型磨削,它在封闭的空间里进行磨削,切削条件比较恶劣。应降低切削速度和走刀量。避免温度过高,引起裂纹。
3.4采用镜面抛光工艺
铝加工铣刀前刀面和第一后角选用D5粒度砂轮进行抛光镜面抛光刃能够减少切屑、已加工表面与刀具前后刀面的摩擦,从而降低切削力和切削温度,有利于延长刀具使用寿命。此外,抛光切削刃有助于消振,从而使工件加工表面质量得到进一步提高。
案例:加工铝合金复杂薄壁型腔。

有抛光加工表面 无抛光加工表面
图五: 采用抛光工艺和没有采用抛光工艺的硬质合金铝加工刀具被加工表面对比图
结论:
通过流畅的三维槽型设计独特的断屑槽结构,锋利的前角及大的刃倾角,切削力小,切削过程轻快
、优质的超细晶粒的硬质合金棒材和磨削质量的控制等改进措施的实施,铝加工铣刀减少了切屑、已加工表面与刀具前后刀面的摩擦,降低切削力和切削温度,延长刀具使用寿命以获得良好的加工表面质量,切削效率大幅度提高
。抛光切削刃有助于消振,从而使工件加工表面质量得到进一步提高,真正实现了以铣代磨。
改善后的铝加工铣刀案例:
使 用单位:某飞机工业公司数控加工厂
用单位:某飞机工业公司数控加工厂
加工材料:铝合金(LC4)
加工机床:立式加工中心(max24000转/分)
刀具直径:D20
转速:20000r/min 进给速度:2000mm/min 轴向切深量:ap=12mm
径向切深量:ae=1mm 切削方式:复杂型腔加工 冷却方式:气冷
使用结果:切屑形状为C型,加工过程无振刀情况,使用2000分钟以后,刃口无明显磨损,无积屑瘤产生,被加工表面光洁度良好,在大进给、高效率加工时优势明显,较改进前效率提高30%左右。
参考文献:
陈永洁等 《切屑的三维卷曲流动》【J】华中理工大学学报1993.21(4):1-6
张雷《高速铣削表面粗糙度的研究》南京理工大学制造工程学院502教研室 江苏南京
王国栋 《硬质合金生产原理》冶金工业出版社 1990.5
徐滢《加工硬质合金刀具的砂轮》杭州华盛机床有限公司

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



