国网青海省电力公司电力科学研究院,青海 西宁 810008
摘要:随着某换流站300MVar大型调相机组的建成和试运行,调相机特殊交接试验和技术监督工作相继开展。对调相机金属监督过程中发现的润滑油系统和冷却水系统管道的焊接缺陷情况进行研究,总结了管道焊缝的检测方法和评价标准,为今后调相机工程润滑油和冷却水管道的金属监督提供借鉴与参考。
关键词:300MVar调相机;润滑油管道;冷却水管道;金属监督;焊接质量
Abstract: With the completion and trial operation of the 300MVar large capacity condenser at converter station, the commissioning test and technical supervision of the condenser have been carried out. This paper describes the welding defects of the lubricating oil system and the cooling water system pipes found in the metallic supervising of the condenser, and summarizes the inspection methods and evaluation standards of pipeline welds. It can be used for reference for the metal supervision of lubricating oil and cooling water pipeline of synchronous condenser project in the future.
Keywords: 300MVar Synchronous condenser ;Lubricating oil pipe ;Cooling water pipe ;Metallic supervising ;Welding quality
0 引言
近年来调相机作为特高压直流配套工程投产相继投产运行,其建造的质量高低直接关系到产品的运行稳定性以及投运后带来的经济、社会价值。本文通过对某换流站300MVar调相机工程进行技术监督,总结检测方法和评价标准,提升设备本质质量,消除设备隐患。
1 调相机概述
某调相机站本期装设2台300Mvar调相机,润滑油、冷却水系统对调相机组的安全运行起关键作用,该调相机工程的润滑油、冷却水系统主要采用304不锈钢管道连接,少数部位使用PVC管道,一旦上述管道泄漏、爆管,必须立即停机。不锈钢管道焊接部位的焊缝强度直接影响着整个调相机投入运行后的稳定性。
2 管道焊缝无损检测
经现场统计,某调相机站冷却水系统管道焊缝共计1100余道,其中厂家焊缝700余道,安装焊缝400余道,冷却水系统管道如图1所示。润滑油管道焊缝共285道,其中厂家焊缝124道,安装焊缝161道。

图1 调相机水冷系统管道
对该调相机工程的金属管道焊缝质量开展技术监督工作。润滑油系统和冷却水系统管道的规格尺寸统计如表1所示,由于润滑油管道和冷却水管道壁厚较小,不适合做超声检测[2],选用X射线无损检测技术探查缺陷。
表1 某调相机润滑油和冷却水系统管道规格统计
| 规格尺寸 | 材质 |
润滑油系统 | Φ108×4mm | 304不锈钢 |
Φ47×3.5mm | 304不锈钢 | |
Φ57×3.5mm | 304不锈钢 | |
| | |
冷却水系统 | Φ159×4.5mm | 304不锈钢 |
Φ25×2mm | 304不锈钢 | |
Φ33.4×2mm | 304不锈钢 | |
Φ48×2mm | 304不锈钢 | |
Φ45×3.5mm | 304不锈钢 | |
Φ57×3.5mm | 304不锈钢 | |
Φ76×4mm | 304不锈钢 |
调相机顶轴油管道最高承受压力17MPa,参照火力发电厂金属监督的标准DL/T869-2012中规定焊口检验比例为50%。其余润滑油管道承受压力<0.1MPa。共检测润滑油系统管道17道焊缝,其中12道厂家焊缝,5道安装焊缝。按照DL/T821-2017进行评级,共8道焊缝的未焊透缺陷评定等级为Ⅳ级,其中3道厂家焊缝,5道安装焊缝,未焊透缺陷照片如图2所示。
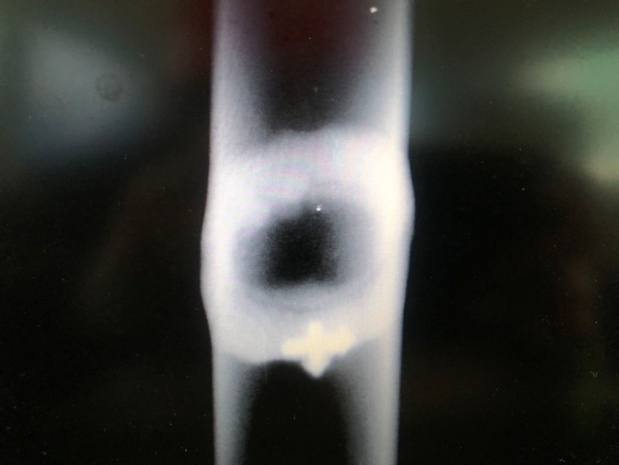
图2 润滑油管道未焊透缺陷
冷却水管道的工作压力0.1MPa≤P≤1.6MPa,参照火力发电厂金属监督的标准DL/T869-2012表5中规定焊口检验比例为1%。共检测冷却水系统焊缝117道,其中101道厂家焊缝,16道安装焊缝。按照DL/T821-2017进行评级,共84道道焊缝的未焊透缺陷评定等级为Ⅳ级,其中79道厂家焊缝,5道安装焊缝,未焊透缺陷照片如图3所示。
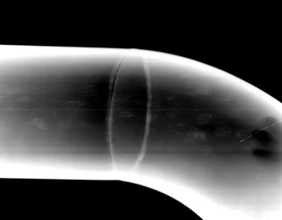
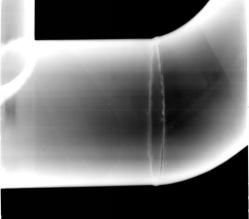
图3 冷却水管道未焊透缺陷
对两台调相机润滑油、顶轴油、冷却水管道焊口进行射线探伤抽检,发现焊口综合不合格率超过60%,主要底片评级超标缺陷为整圈未焊透、未熔合等。为此,基建安装单位需投入大量人力物力进行缺陷返修,不仅延误工期,还导致了大量资源的浪费。
3 判定标准
依据GB 50235-2010《工业金属管道工程施工规范》8.4条规定[3],射线检测和超声检测的技术等级应符合设计文件和国家现行有关标准的规定,且射线检测不得低于AB级。
依据DL/T 821-2017《金属熔化焊对接接头射线检测技术和质量分级》规定[4],适用氩弧焊打底的对接接头不允许有根部未焊透缺陷。
依据DL/T 869-2012《火力发电厂焊接技术规程》表9中规定[5],Ⅰ类焊接接头质量级别规定为Ⅱ级,承压顶轴油管道焊接接头属于Ⅰ类焊接接头;在锅炉范围外的焊接接头质量级别规定为Ⅲ级,冷却水管道焊接接头属于此范围。
根据以上标准,Ⅳ级未焊透缺陷都属不合格缺陷。通过对调相机管道焊缝的无损检测,发现润滑油系统焊缝和冷却水系统焊缝都存在大量不合格的未焊透缺陷。
4 结语
通过对调相机润滑油、冷却水系统管道焊缝质量进行检测研究,发现管道焊缝内部普遍存在严重超标未焊透缺陷,分析认为,重视程度不足、标准体系的缺失和标准执行存在误区是形成缺陷的主要原因。规范现阶段调相机管道制造的焊接技术标准,更好得发挥金属技术监督工作的能动性,将为设备状态评价提供了有力的技术支撑,保障电网设备质量,提高供电可靠性。
参考文献
[1] 阮羚,等.新型大容量调相机性能特点及工程应用[J].中国电力,2017,50(12):57-61.
[2] NB/T 47013-2015《承压设备无损检测》[S]
[3] GB 50235-2010《工业金属管道工程施工规范》[S]
[4] DL/T 821-2017《金属熔化焊对接接头射线检测技术和质量分级》[S]
[5] DL/T 869-2012《火力发电厂焊接技术规程》[S]
作者简介:付宣蓉(1992),女,本科,助理工程师,从事金属材料和无损检测工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



